
|
|
|
|
|
|
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now. |
I've had one of the cheap Asian import 5C collet chucks for a long time. Mine is not an adjust-tru nor even a Bison. I think I got it for $150-ish on eBay. I finally decided I needed to get a backplate made so I could use it when I joined a team build for one of the Verburg steam engines on the HMEM Board. My job would include machining a little connecting rod that would be about the most complex small part I've made so far. It's an ideal part for 5C collets due to its size, the desire for precision, and the need for both turning and milling operations. It so happens I also have a set of 5C collet blocks and a 5C spin indexer for the mill. If I can get a chuck on the lathe, I will be set!
I had done one backplate before for a Buck 6-jaw chuck. It was one of my earliest lathe projects and a thing or two didn't go exactly smoothly, so I decided to try to do a few things differently this time around.
Bandsawing the Rough Stock to Size

The first order of business is to cut the cast iron blank in half. There's enough meat here for 2 chucks. My trusty DeWalt Multicutter is powerless against a piece of iron this big, so the old bandsaw was pressed into service. Been a long time!

More than enough material here for the chuck. It sure is a precision looking thing, isn't it?
Re-Cutting the Collet Chuck's Bore to Be Concentric With the Spindle Axis
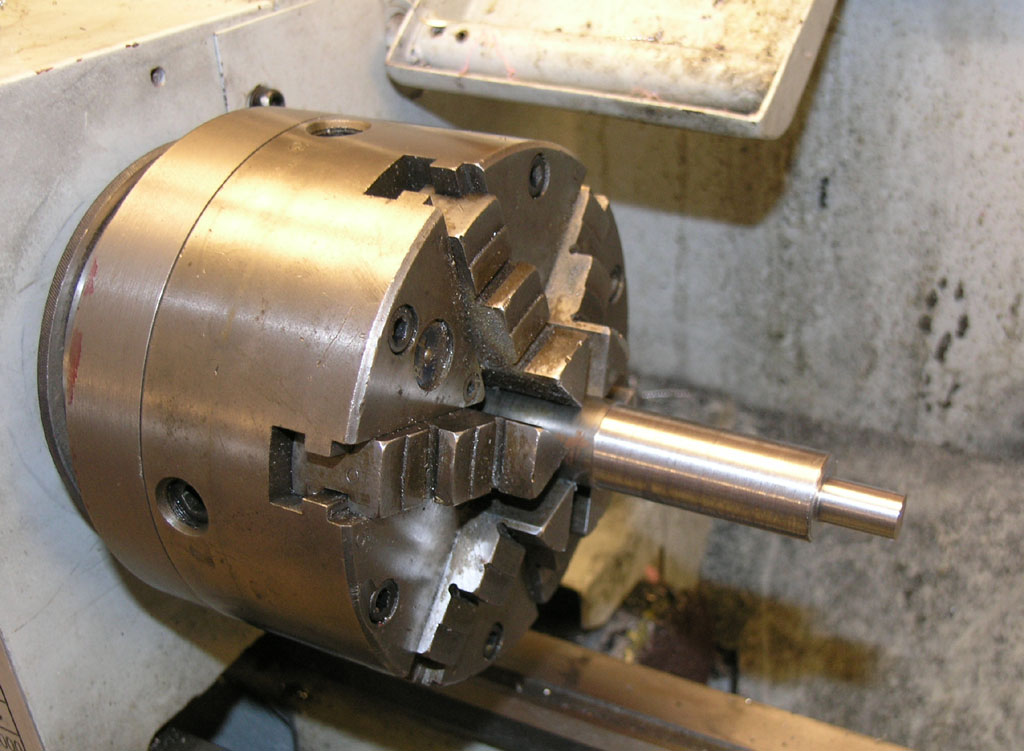
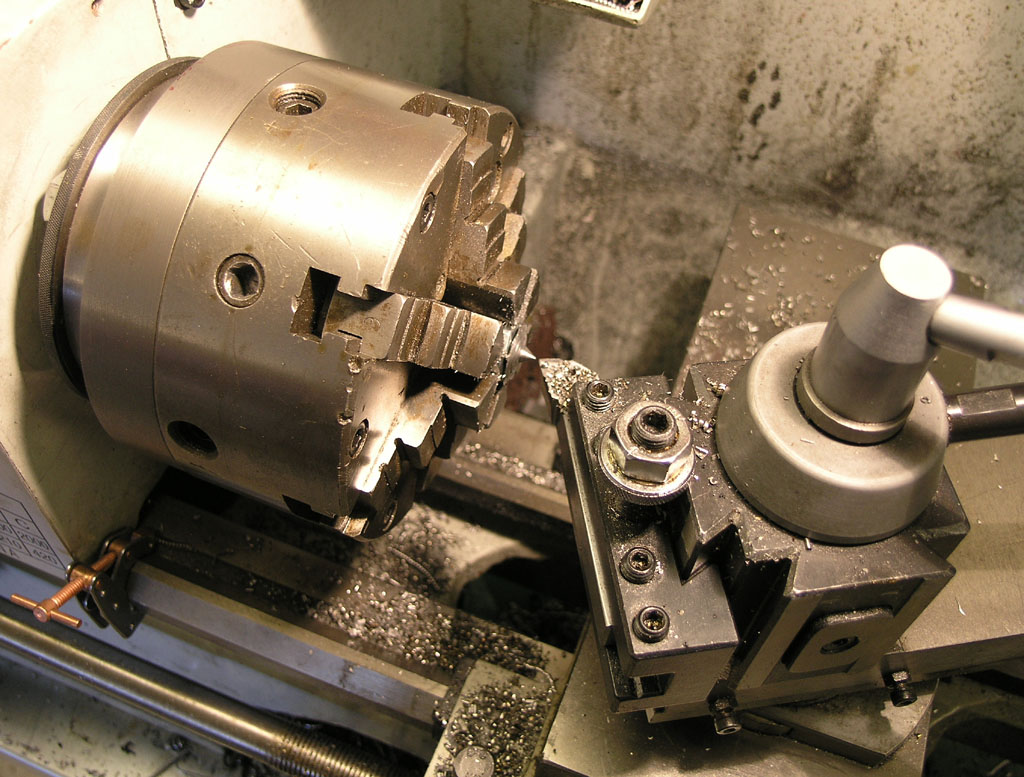
I started out doing an odd thing: I stuck a piece of junk stock in the 6-jaw, turned it true, and then I put a collet in the collet chuck and stuck the collet chuck onto my round stock....

Next I stuck my Noga indicator holder on the lathe and checked the runout. About 0.002-3". Lousy!
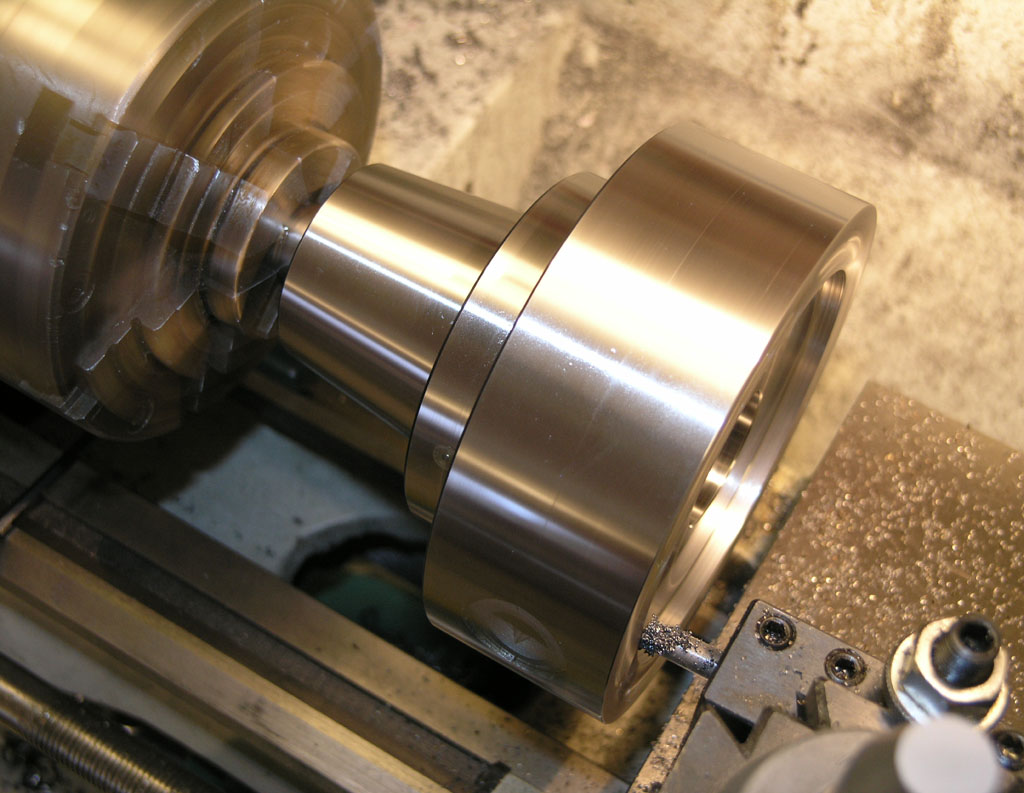
Then I got out my little Circle Boring Bar and made sure the ID on the chuck was true relative to the lathe's axis and the collet on a live piece of stock. You can only take very light cuts this way, but the technique worked well...
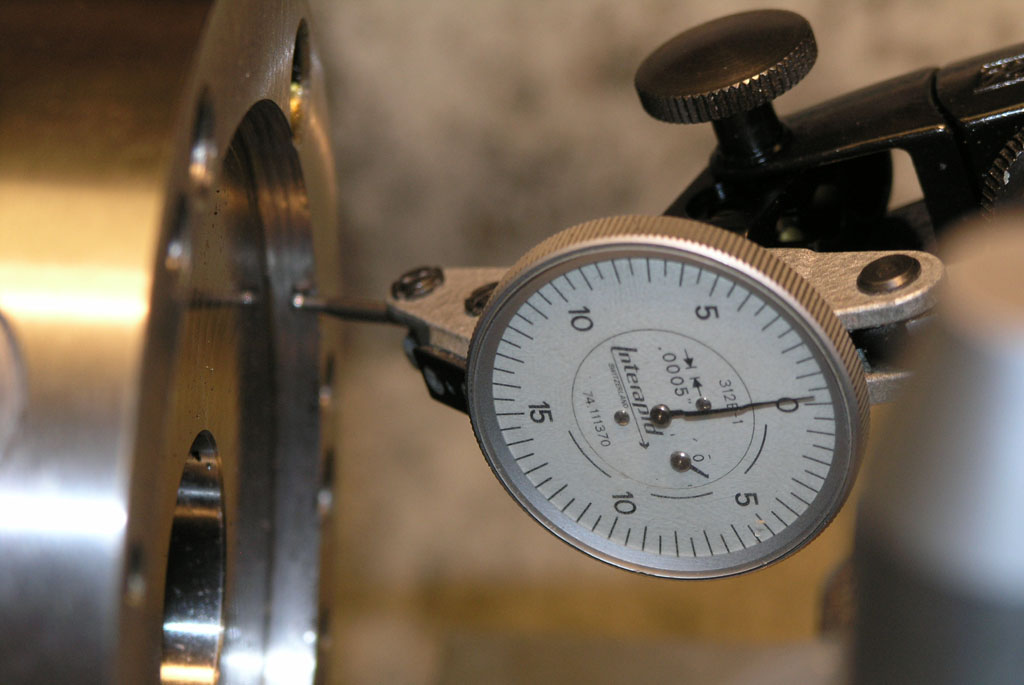
I was out around 0.002" before truing. Now this is the most I'm out. Looks like maybe 2 or 3 tenths. I should be so lucky as to hold that tolerance when I get it all put together!
Facing the Rough Stock Flat

Next I fired up my Lovejoy indexable face mill and made sure the two faces of the stock were flat. When I made the 6-jaw backplate I had no mill and had to follow the common method of using a bolt as a spigot to turn on the lathe. It was a mess: lots of chatter, lots of wasted material for the spigot, barely enough clearance, yada, yada. Much easier with the milling machine!
Locating the Faux Cam Lock Holes With Shopmade Transfer Screws

What's all this then? I need to make a transfer screw in M10 to capture the hole locations for my faux cam locks. You can order them, but they're expensive and I didn't want to wait. I thought this would be quick and fun to do, and it was! The two nuts are held by my chuck to protect their threads...
I set over the compound for a 60 degree point and started cutting...
Eventually you get to a point...
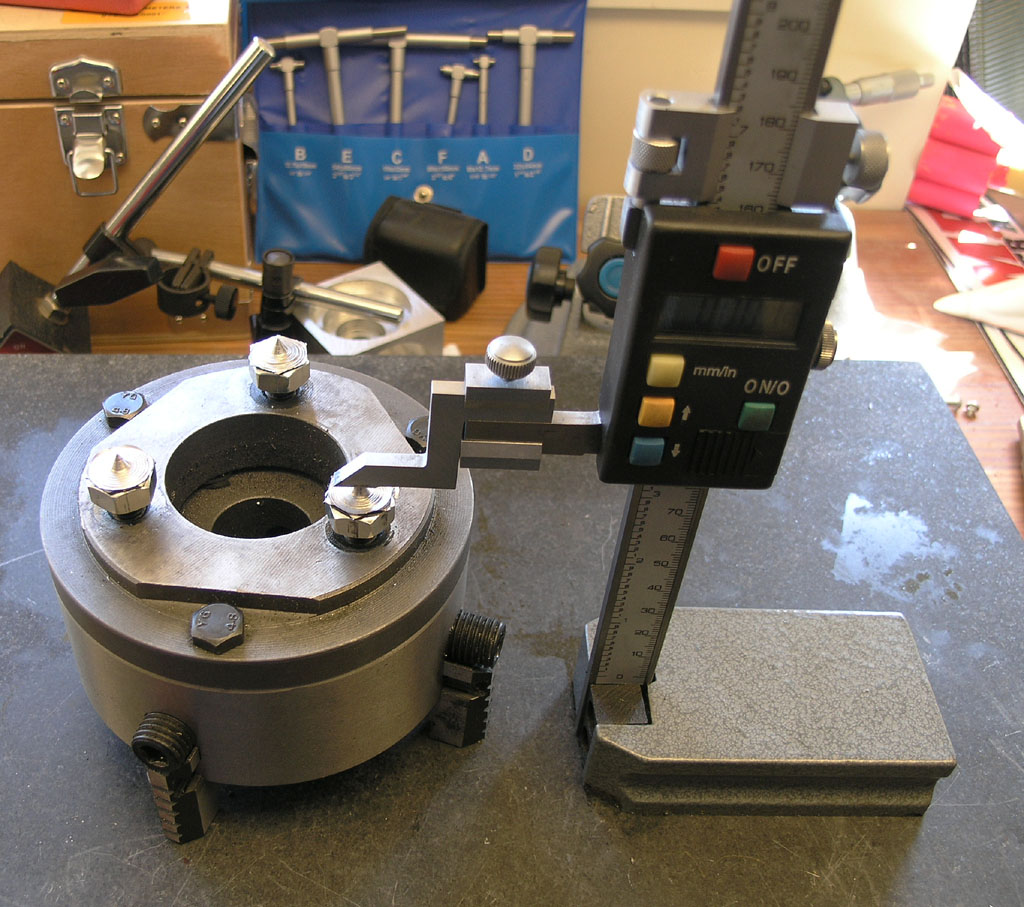
With three made, I set them all to the same height within a thou with the surface plate and height gage. Why? No idea, but it was quick and so I did it...
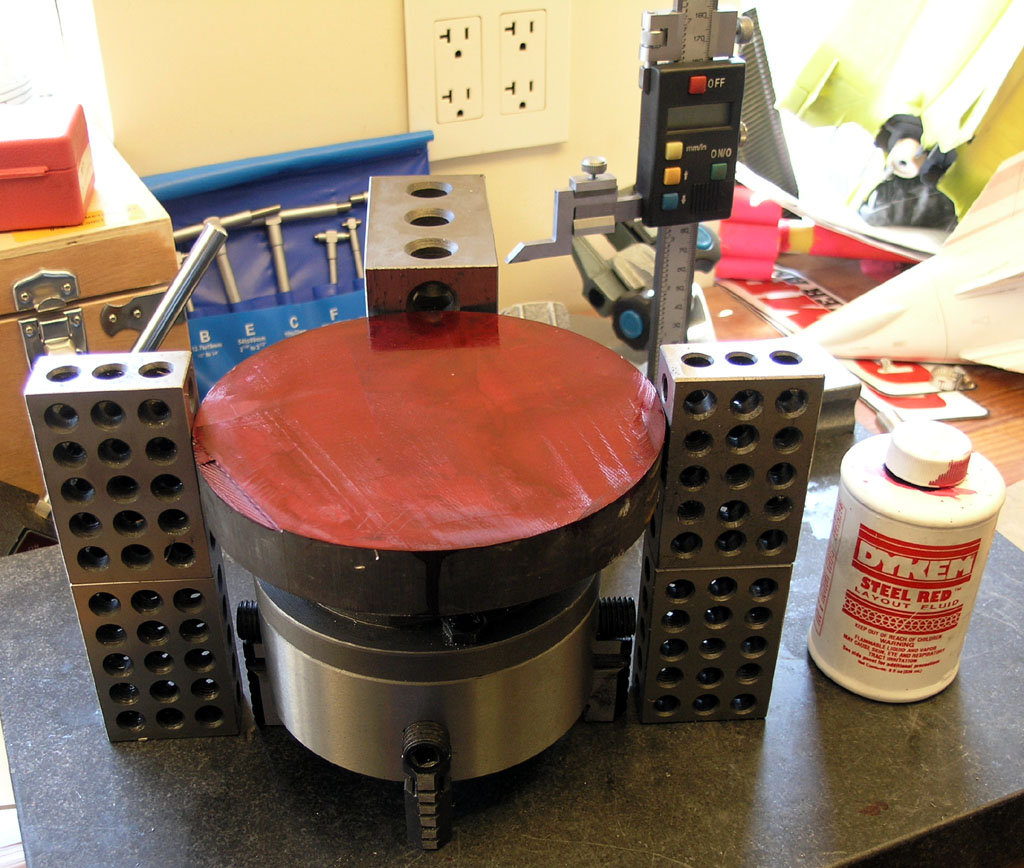
I slapped on some marking dye, and while that was drying, I used the blocks to find where the rough middle would be. Not a precision intensive operation as the blank is much larger than the chuck and will be turned down anyway.

I flipped it on the chuck, gave it a tap, then took it over to my worktable and gave each punch mark a much harder tap. The centering isn't perfect, but it isn't bad...
Mounting the Faux Cam Locks

Using my centering spigot to line up on the pips. I made the spigot one day when I was bored on the lathe. It's handy!

I used 1 size larger, a "T", in screw machine length for the M10 x 1.5mm holes...

I hate my crappy tap wrench, but a new tap in slightly oversized holes in cast iron goes like a breeze...

There they are all mounted! Fits great on the spindle. Now I need a center hole...
Backplate Center Bore
My next trick is going to be much harder. I need to place a bore for the spindle nose exactly dead center of the cam locks. I came up with what is probably an overly finicky and underly (is that a word?) accurate way of approaching the problem. Before I explain what that is, let me just say that if I had it to do over again, I would probably build a locating fixture that would sit in the spindle bore of an existing backplate and locate the new backplate. It would be a simpler and better way. For future generations, I would do it thusly:
- Build a locating plug gage. One end would be spindle bore sized and a very close fit on a finished backplate. the other end would be a much smaller diameter to fit a hole drilled in the new backplate.
- Start the new backplate faced and with a center hole drilled to fit the plug.
- When using the transfer screws, drop the backplate onto the plug pin before tapping. This would ensure alignment of the transfer screws relative to the spindle bore.
- Finish by boring out that center hold to the spindle bore diameter.
Meanwhile, since I didn't think of that before going to far down this road, here is what I did on this backplate:
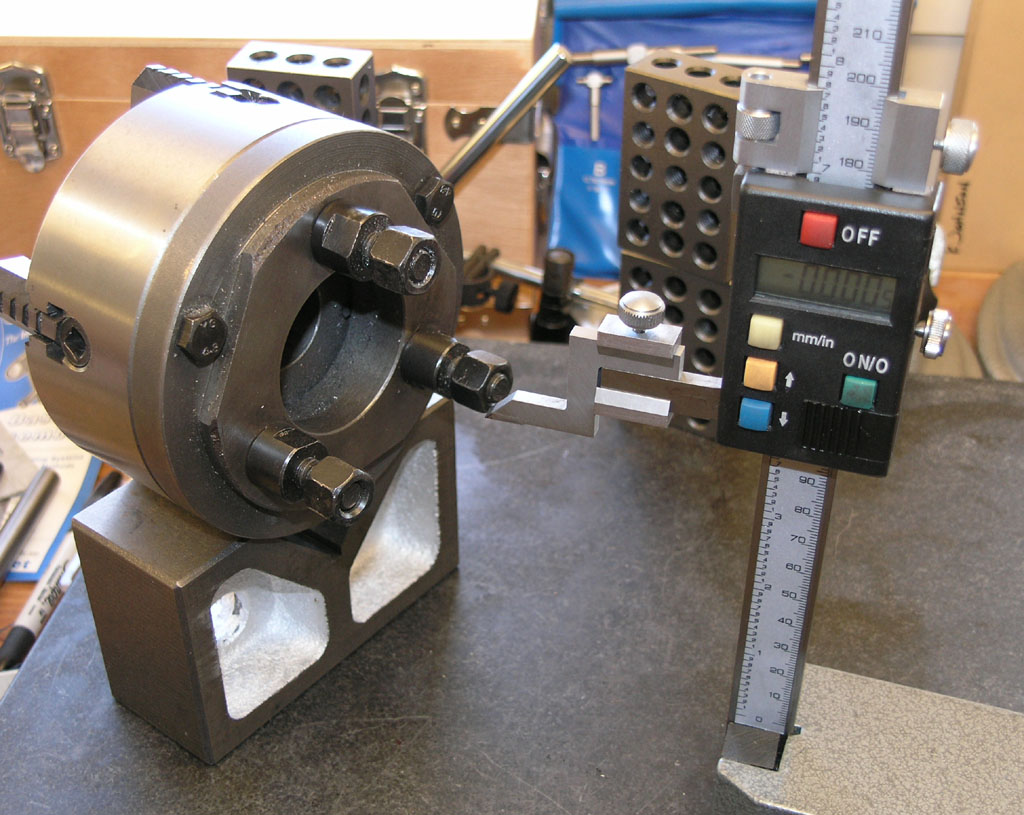
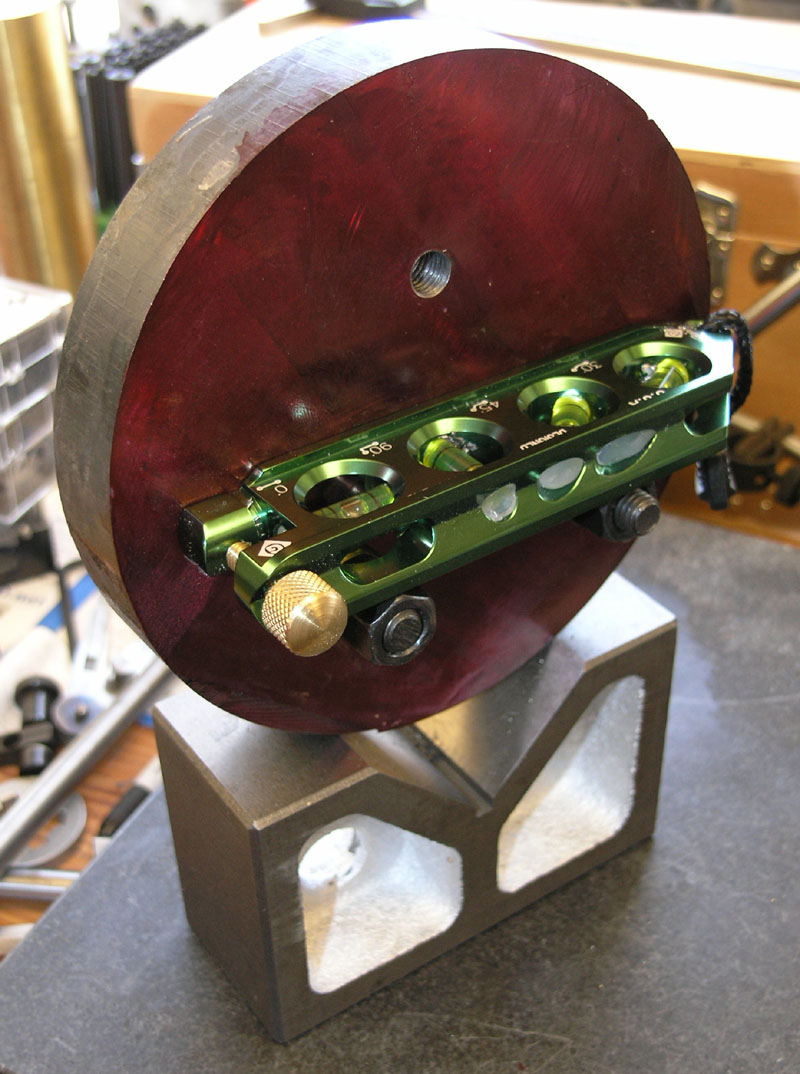
I want to use the height gage to mark out a couple of crossed lines that will locate the center of the bore. To create a datum or reference, I will rotate the backplate in the angle block until the two bottom cam lock barrels are exactly level. I can tell by measuring their heights. I choose two because an alternative would be to rotate until one cam lock is at the lowest point. I feel measuring two will be more accurate, but that could be wrong, it's just an intuition.
Having gotten them leveled, I measure the location of the top and bottom of the spindle bore. In this case I used the scriber. After I had already gone much further, I realized I could have done this more accurately by mounting a DTI to act as a sensitive "feeler" in place of the scriber. That's another one for future generations to ponder.
Having measured the top and bottom relative to the datum, I can now easily figure out where center height is relative to the datum.
Now I want to level two cam locks in the new backplate. I start off with a level to get it close. I tried this three times and learned the level is accurate to about 20 thousandths. Something to keep in mind for future uses.
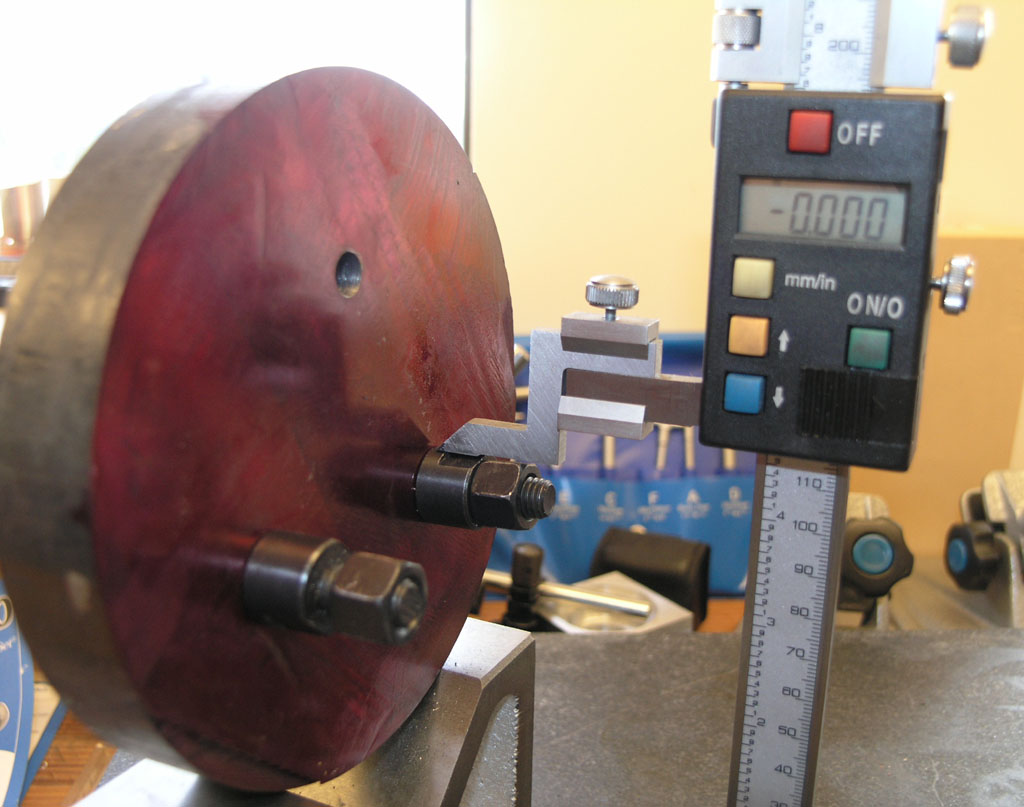
We finish up by adjusting untiil I can test height of both and the height gage says 0.000, which means there are the same height...
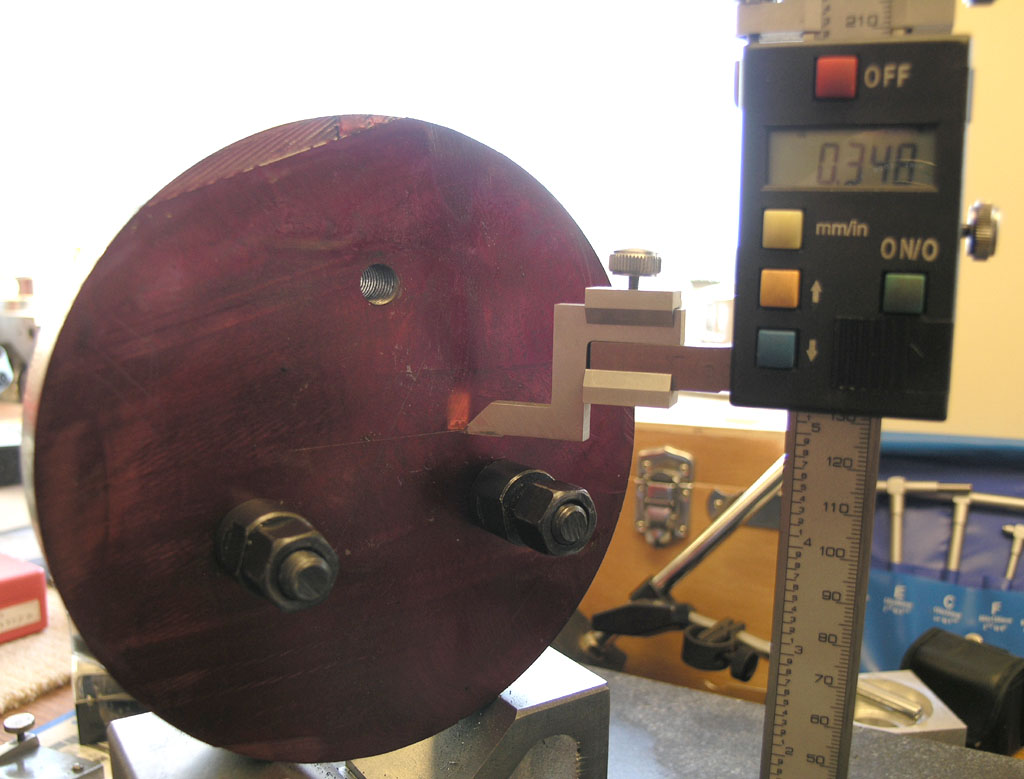
Then I move the height gage up by the amount I calculate earlier and scribe a line that intersects the center of the bore. The line is faint, but visible in the dye...
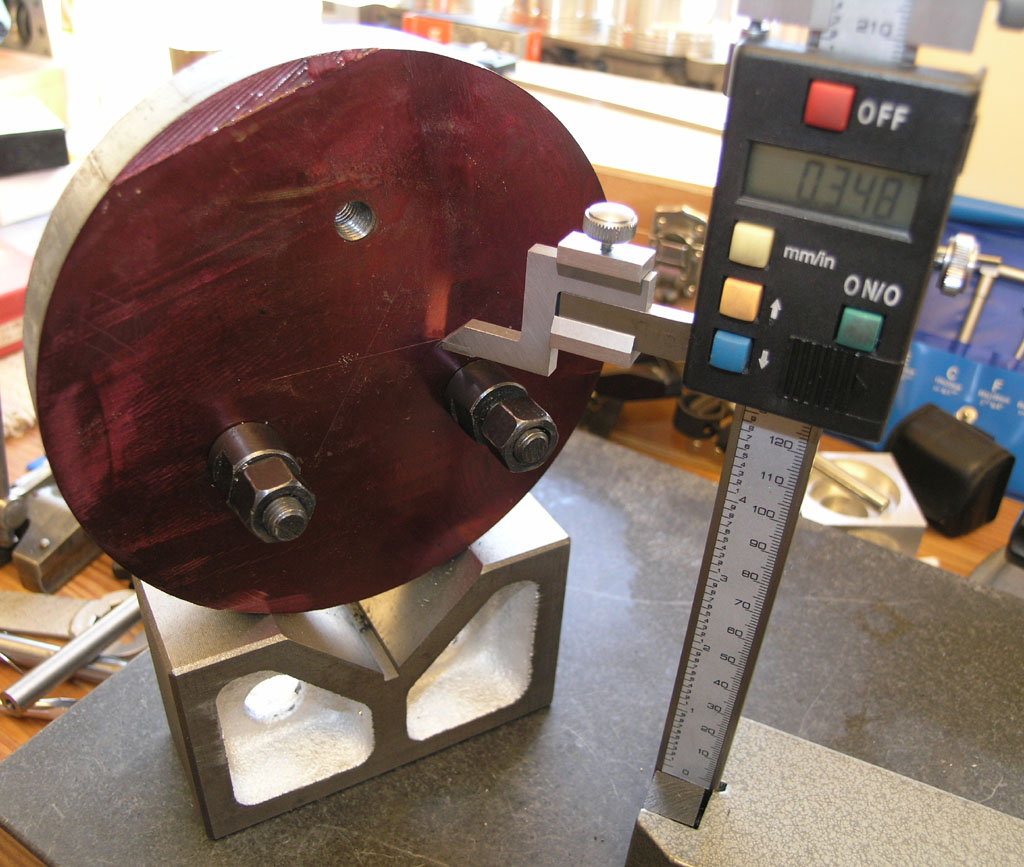
Now rotate the backplate, relevel the cam locks at bottom, move up 0.348" (whew!) and scribe a second line. The intersection of these two marks the centerline for the bore...
Another thought: If you have X and Y DRO on your mill, you could figure the coordinates of all these locations in a CAD drawing and just dial them up on your DRO. You can even use the dro to measure the coordinates on an existing backplate. Alas, I only have an X-axis DRO on my mill and no Y-axis, so I'll use this height gage and work more laboriously one axis at a time.

As usual, I pick out the intersect with my Starrett automatic punch, double check it, and then hit it with the big hammer and punch. BTW, this first try was off by about 10 thousandths when I double checked. Turns out I added instead of subtracting when I figured the height. Remember: measure twice, cut once! I went back and corrected the problem and got the center on track relative to the holes, at least as measured by my digital calipers.
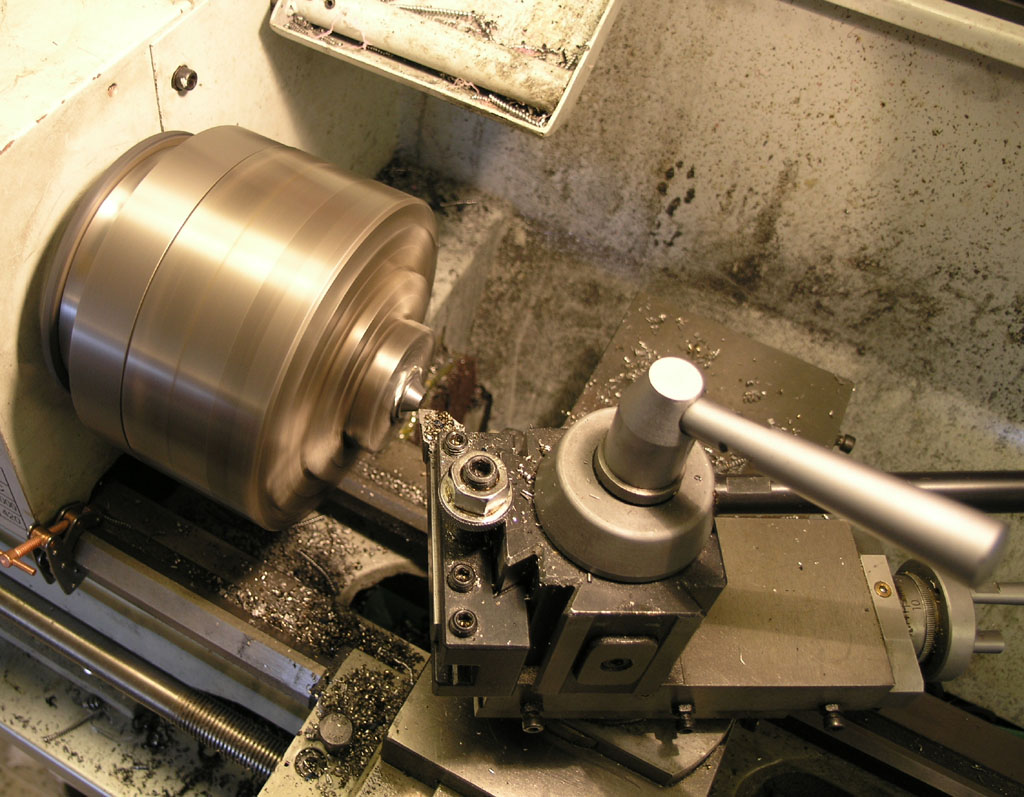
Boring the Spindle Nose Hole: Part 1, Roughing It

I started with a 3/8" screw machine bit, and then went to 1/2". After that, I dug into my Silver & Deming bits and went 3/4" and then 1"...
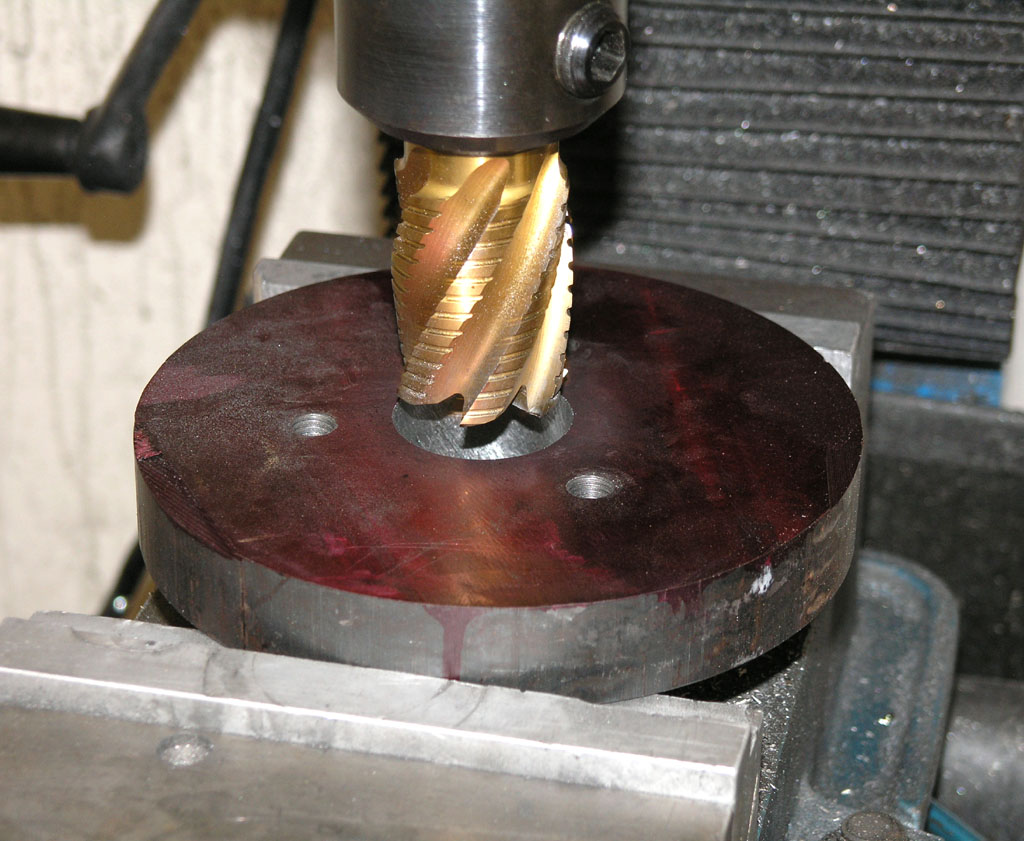
How about that big honking corn cob? The silly thing is 1.5" and it cut much more smoothly than my 1" Silver and Deming twist drill. The main issue is that it needed a fair amount of feed pressure or it would chatter while plunging.
Why all this drilling and plunging? A boring head is a slow operation. I wanted to get the bore as large as possible to minimize the boring head work to reach final size.
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now.

|
||||||||||||||||||
| ||||||||||||||||||





