
|
|
|
|
|
|
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now. |
 |
Fitting a QCTP to the Lathemaster 9x30 Lathe |
| Part 2: Building the Adapter Sleeve |
This is a pretty easy project, but since I just started learning, I took it easy. I worked it over the weekend, and my guess is all together it could have been as much as 8 hours. There were frequent breaks in between steps.
Step 1: Turn rod to correct OD
I chucked up my trusty little rod in the 3-jaw, stuck my 1/2" chuck into the tailstock, and loaded up a center drill. I wanted to try turning with the live center for accuracy and support, and that would require a small pilot hole in the end of the rod.
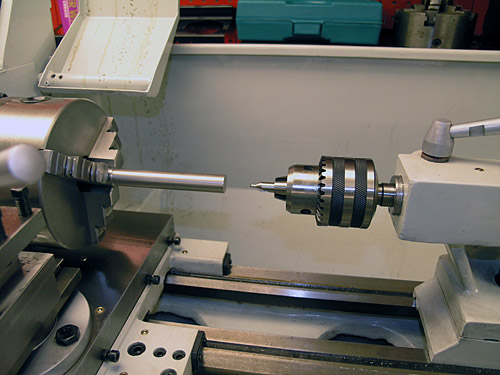
Center drill in the chuck...
Did a nice job!
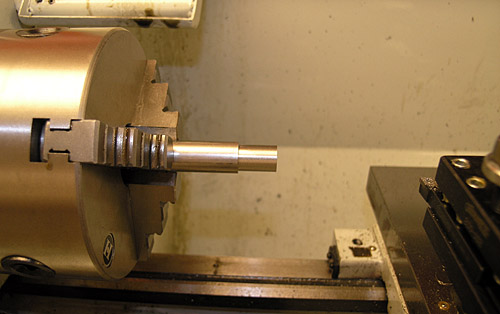
With the live center in place the workpiece was now well supported. I loaded up my Glanze carbide insert tool in the holder and went to town turning this piece. We're looking for a 14mm ouside diameter which I checked every so often with my El Cheapo digital calipers. The carbide insert likes pretty fast spindle speeds to cut well.

Glanze insert cutter does a fine job...
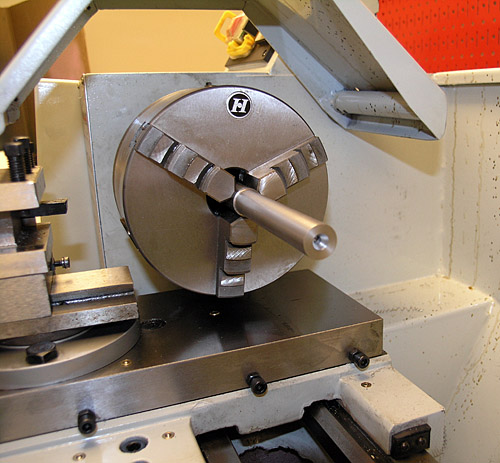
When I got pretty close, I started trial fitting the removable insert from the QCTP. This is one of my rules: always check with the part that has to fit if you can, and do so without tearing down the setup.

Checking for fit. Looks good!
Once the rod is turned to proper OD, the next step is to bore it out. Not wanting to mess with a boring tool on this tiny 10mm hole, I just used TiN coated drill bits in the tailstock chuck. Apply plenty of oil with a chip brush, go slowly, and life is good. Before starting, I changed my belt settings to slow the spindle way down as well. I cut the hole in 3 steps. Since I needed to thread the sleeve, I stopped short of 10mm, and finished the 3rd step with the correct drill size for the M8-1.25 tap.
I tapped the rod with a tap wrench while it sat in the chuck. I would've liked a wrench I could somehow afix to the tailstock for concentricity, but didn't have one so I just eyeballed it carefully. I've since learned there are various tricks, but I'll save those for another time. I threaded pretty much the whole tap in because I wanted a lot of threads.
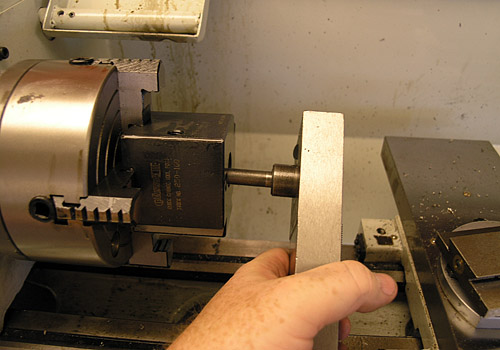
Next step is to part off the threaded piece. Not having a parting/cut-off tool, I ground one from an HSS-Cobalt blank I had. As you can see, it's a little on the large side! I was worried about two things. First, I didn't want it snapping off. Second, I was kind of anxious to keep moving and it took quite a while just to grind this profile on it. Originally I was going to use a hacksaw applied with the spindle turning, but this seemed more interesting.
You need to go pretty slow when parting, and apply some oil or other lubricant/coolant. This tool peeled off nice wide chips and left a good finish, so I suppose it was okay!

Homemade parting tool sitting atop the gauge blocks I'll shim it with...

The parting tool cuts pretty well even at that size, eh?
Okay, clean up the parted off ends with a file and you have one of the two sleeve pieces done. Now the one still in the chuck needs a little bigger hole, since it won't be threaded. Same drill (oops, sorry about that pun, it just slipped out) to finish the last sleeve. Drill it to proper ID and then part it off.
The final step on the sleeves is fitting a threaded rod to the threaded sleeve. I used on M8-1.25 bolt and some Loctite. I Loctited it in about halfway into the sleeve, stuck the sleeve in a vise, and then sliced it off with about 1/4" of thread protruding with my air die grinder and a cutoff wheel. I cleaned up the end gently with a file and made sure my lathe handle fit. Everything was fine.
The next step is scary. We have to bore a large hole in the QCTP to fit over the boss. It needs quite a bit of enlarging. I used my 4-jaw chuck which is ideal for holding rectangular objects. It must have taken me 40 minutes to finally get the hang of tweaking the hole to dead center. I used a transfer punch exactly the size of the hole and a dial indicator. I don't have the right indicator (a test indicator) to indicate on the hole itself. Will pick one up on eBay for next project.
Boring was painful. I actually chipped a carbide insert before I got the hang of it. All I can tell you is speed is critical as is depth of cut. It's also really hard to get the boring bar properly set up in the tool holder so it's solid and cuts well.
Check for fit before tearing down the setup!
See the little hole to the right of the big bore below? That matches a spring operated stop on the lathe, except its on the wrong side of the big hole. I bored another, laying it out with a square and scriber, and using a center drill to start it in the drill press. This hole need not be so precision. BTW, I did ultimately get a decent finish in the bore, but it wasn't always that way!
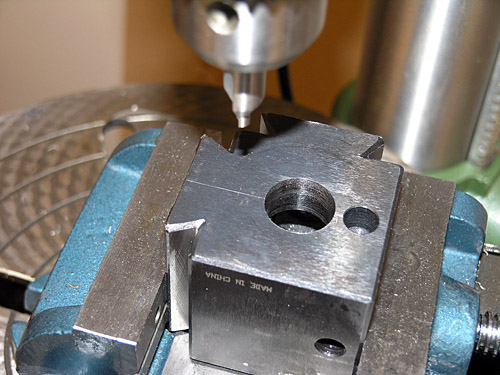
Preparing to start the new hole with a center drill...
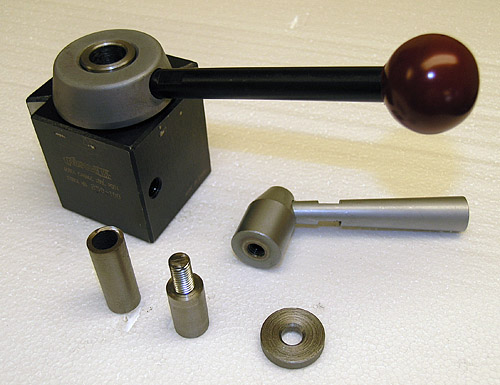
Here are all the components, ready to go!
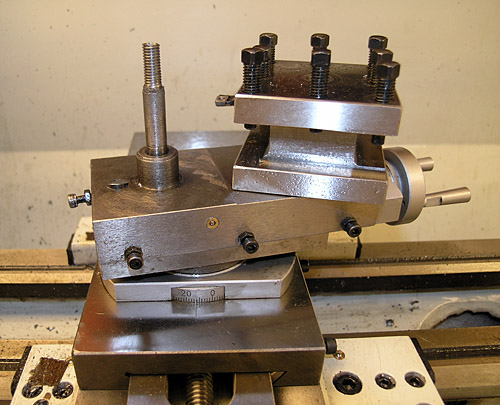
The naked toolpost...

First dress it with the unthreaded sleeve...
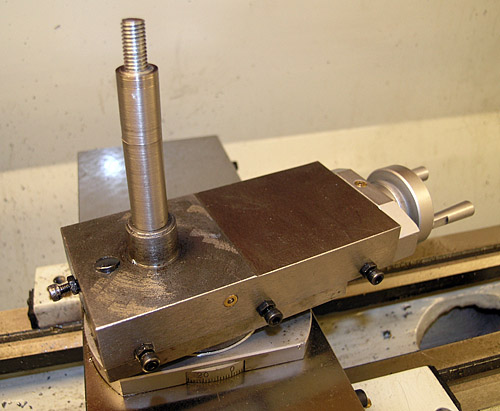
Now comes the threaded sleeve. I know that looks crooed, but it isn't!
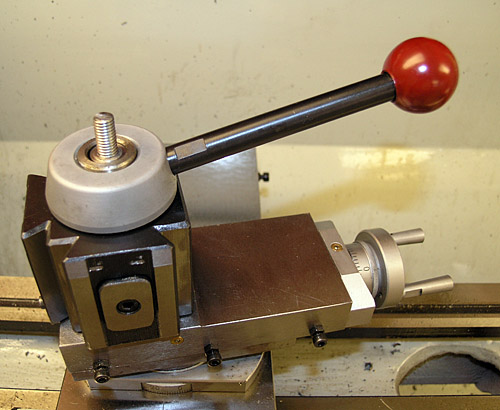
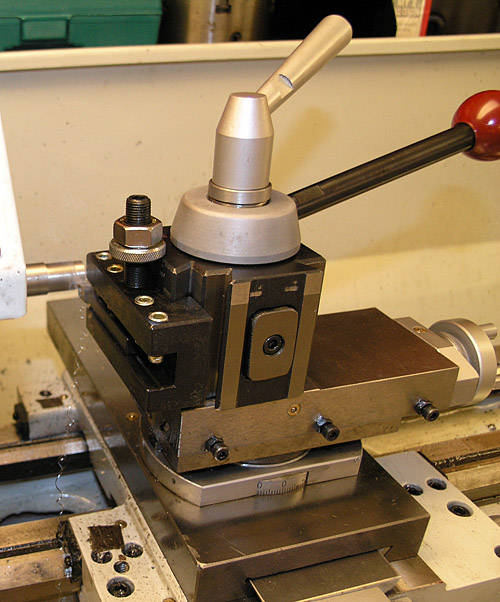
Drop on the QCTP. Notice how the sleeve on the toolpost sits just below the QCTP sleeve?
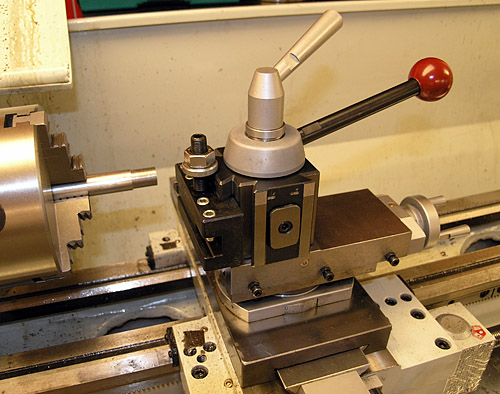
That's so the handle can bear down on the QCTP sleeve, which sits on a little ledge inside the unit and forces it down onto the lathe...
First cut--a thing of beauty!
Gorgeous finish. It's Milla Time!
Thus ended my first project on the lathe very happily. I learned a lot, didn't screw up too badly, and have made my lathe much nicer to use with the QCTP. A good time was had by all!
| Tools and Materials Used |
Materials
1/2" Steel Rod, 6" in length (you won't need all of it,
but this is what I started with)
M8-1.25 Bolt, Stainless Hex Head, 40mm Long
Cutting Oil
Kerosene
Tools
Lathe
Drill Press
Grinder
Air-operated Die Grinder w/ Abrasive Cutoff Wheel
3-Jaw Chuck
4-Jaw Chuck
Drill Press Vise
Bench Vice w/ Padded Jaws
Live Center
MT2 Taper 1/2" Drill Chuck
Glanze 1/4" Carbide Insert Cutting Tool Set (I used the turning tool
and boring bar)
HSS-Co Tool Blank
Center Drill Set
Full Set of TiN Coated Drill Bits
Diamond Grinding Wheel Dresser
File w/ Handle
M8-1.25 Tap & Tap Wrench
Electronic Calipers
Machinist's Combination Square
Dial Indicator w/ Magnetic Base
Gauge Blocks (to shim cutting tools)
Transfer Punches
Carbide Scribe
Sharpie Marking Pen
Safety Faceshield
Allen Wrenches
1" Chip Brushes
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now.

|
||||||||||||||||||
| ||||||||||||||||||





