
|
|
|
|
|
|
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now. |
 |
A Fixture Plate for the Mill |
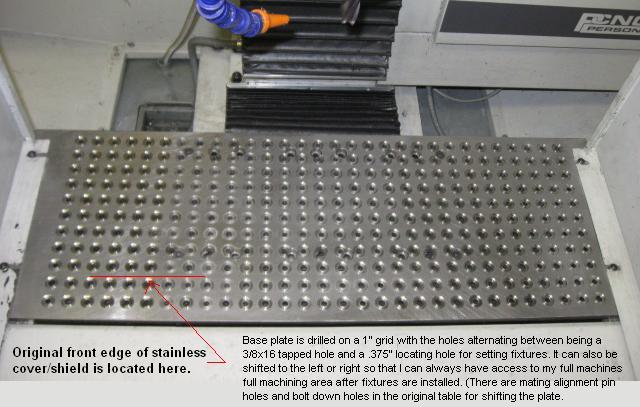
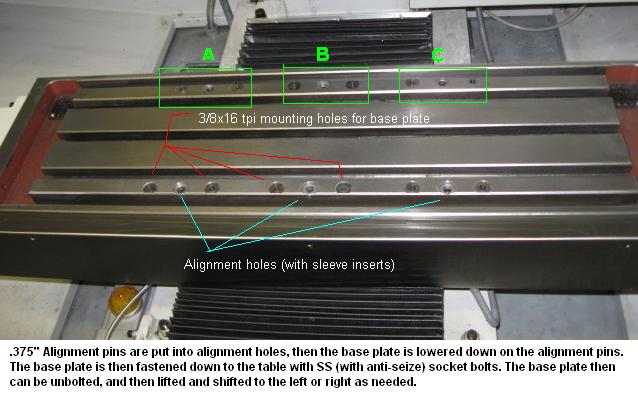
I want to make a fixture plate (also called a tooling plate) for my mill that makes it easy to quickly mount things and be assured of near perfect alignment. T-slots are flexible, but slow to use. A fixture plate is a piece of plate that is clamped to the mill table that has precision spaced holes, some threaded, and some for dowel pins. Once you have one you can precisely bolt parts, vises, and other accessories to your table and they'll be right the first time/every time.
| Design Notes |
Tooling Plate on a Tormach
Nice fixture plate on a Tormach as seen on CNCZone:
Notes from the Internet
Not sure what size mill it is, but we have sub-plates that we made on all our CNC mills. They are 2" thick steel ground parallel and bolted in 6 places (with keys). Once you have the plate bolted on, you do the machining in the plate (keyways, tapped holes, etc) right on the machine, so everything is perfectly in line with the machine axis. It's one of those expensive things at first that pays for itself in no time.
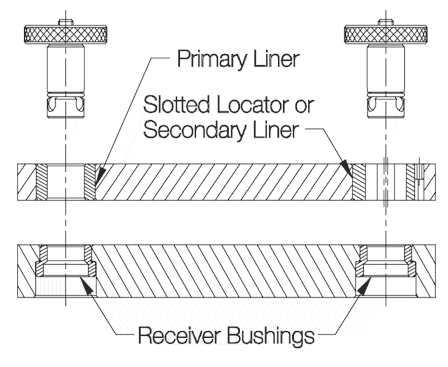
1" thick aluminum works nicely IF you have it hard anodised, every 2.5" put a 1/2 drill bushing, then the next hole make a 1/2-13 keensert...you will have to tune the bore size fir the liners because the hard anodise will make the holes smaller, make a test plate 4" square with holes bored to known size and have it hard anodised, then figuire out your fudge factor. if you don't have it hard anodised the galvanic corrosion will eat huge holes in both the machine table and the aluminum plate, that hard anodise is nice stuff, it is harder than a file, and smooth. Once all your fixtures are setup for this system they go on in literally minutes. whatever you do don't put nylon setscrews in the 1/2-13 holes your not using, the coolant swells them and you need a left hand drill to get them out (been there, done that)...stainless setscrews are fine. I would also make up some sheet metal plates on a vertical cnc to cover the parts if the system I wasnt using.
We just used plain A-36. It's heavy, but you don't have problems with stripping of threads from bolting and just holds up better after years of use. We use 2" thick so we have plenty of threads in the holes. it is also nice on some of our mills that do not have travel to get the head close to the table. The subplate raises everything up so you don't have tools stuck out a mile. We also put tapped holes into all 4 edges around the plate before bolting it on. These come in very handy also.
Source of finished plates: Not cheap!
Anvil's Solution: Here's what I do. I have a sub-plate on the mill tables. They have a series of .5" bullet nose dowel pockets every 6". Between each dowel pocket is a 1/2-13 threaded hole. I have a series of fixture plates which have the male bullet nose dowels, usually on a 12" or 24" spread depending on the size of the parts. Even my vises are on doweled fixture plates. I use the same offset for all my parts and just switch fixture plates for whatever parts we're running. In my experience, this system repeats within a few tenths. Most of the parts we run have ops on both sides. If I can I use dowels to locate the individual parts and through holes for hold down screws. In most cases this allows me to run a full finish pass from one side and then any edge finishing without flipping the part (such as a roundover on top and then I'll use a convex cutter with the upper flutes ground off so I can finish the "backside" of the part without having to flip it over, same goes for chamfers though with them you don't have to grind cutters). If I do have to flip the part, I can do so without having to pick up edges or even have another fixture plate, just pop it off the dowels, flip it, screw it back down and I'm done. 95% of our parts are roughed with a waterjet so we can get pretty high densities without having to worry about chips & uncut material fouling the parts. I'm a big believer in waterjet. It cut our production costs some 80%.
Carr-Lane Sells Bullet-Nosed Dowels and Bushings...
All American Sells Bullet Nosed Dowels and Bushing...
Cool Carr-Lane Ball Lock Product:
MiteeBite makes all kinds of clamps that might work with the fixture plate

Little fixture plate on a MaxNC mill...

Set screws to keep holes clear of chips and a grid locator system engraved on...
| The Rhino Model |
After collecting those Internet notes, the first thing I had to do was make a 3D model of my design for a fixture plate. This was not hard to do as the shape is very simple and regular:
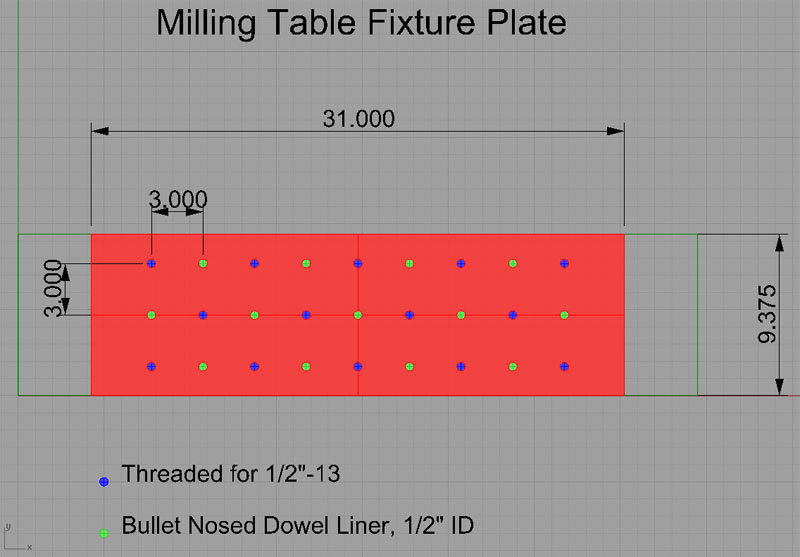
Here is the basic plate that goes on the mill table...
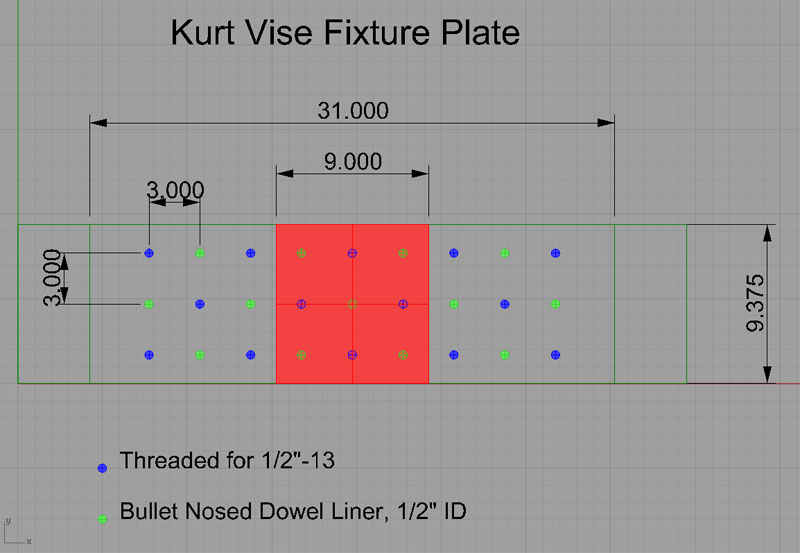
Here is a plate for a Kurt Vise or other that sits atop the table plate...
I'm thinking the thing to do is to make these fixture plates out of steel or cast iron (aluminum is easier to machine but the electrolytic effects are too painful). The table plate would be 1" thick, while the sub-plates for vises and so on would be 1/2" thick. Initially, I would make 1 plate for each of my 2 Kurt vises and a third plate for my 8" rotary table. It might also be handy to have a small T-slotted plate for ad hoc setups.
Why not a 1" grid? Several have recommended it. A 3" grid probably has too few holes for versatility.
Another thought I liked is Carr-Lane provides 2 keys on the center line of their tooling plates that mate with your T-slots. That makes it easier to align the plate to the T-slots. Carr-Lane sells the keys and I would need 5/8" for my mill.
Shred over on HMEM suggests a 1" hole grid. Why? Because you can buy pegboard with 1" holing at the hardware store and have instant sacrificial material. I like that idea pretty well!
It's also been suggested to put a row of threaded and locator holes around each edge of the plate, as those apparently come in useful too.
Consider making the plate largish and attaching the Table Enclosure directly to the plate.
Great thread on PM about making an accurate tooling plate.
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now.

|
||||||||||||||||||
| ||||||||||||||||||





