
|
|
|
|
|
|
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now. |
| Ladder Diagram to MPG |
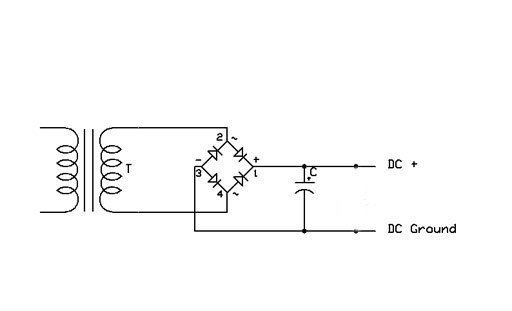
A ladder diagram is an electrical schematic drawn according to a convention that has the two ladder "rails" being power supply lines and the "rungs" of the ladder between circuitry that passes between the two lines. The left line is normally hot and the right line is ground. The practice is used extensively for machine control systems and is useful because for troubleshooting one simply checks out each "rung" until the problem is found. A circuit drawn in this way is sometimes referred to as "Ladder Logic" or "Relay Logic".
Some great examples of ladder diagrams and more detail may be found on the Seattle Robotics site.
Lapping is a process of rubbing two mating surfaces together
with an abrasive grit in between to ensure they fit smoothly and closely
together. Lapping does not necessarily
ensure flatness, in fact it may achieve just
the opposite effect unless carefully applied.
Laser interferometry is a very high precision method
of measurement that is commonly used to align commercial CNC tools.
The faithfullness of actual distance travelled versus what it theoretically should be given the number of turns made. All leadscrews have some inaccuracy. Leadscrew mapping is a generic software technique used to compensate for it assuming there is an accurate map of the errors.
The terms "lead-in" and "lead-out" (also leadin and leadout or lead in and lead out) refer to how a CNC program approaches and leaves the part before cutting. Typically, these are parameters used by CAM software (See also CAM) to automatically generate the part program needed to machine a part.
Lead Angle refers to the angle of engagement for cutters, usually milling cutters such as face mills. A 90 degree face mill cuts a square shoulder, while a 45 degree facemill leaves an angled shoulder. The more angle from the vertical, the greater the lead angle. Why use a higher lead angle? Because it allows a higher feedrate. A 45 degree facemill can be fed at 1.4 times the feedrate of the 90 degree facemill and will generally deliver a better surface finish while doing so. This is because of the relative chip thickness or chipload of one cutter versus the other:
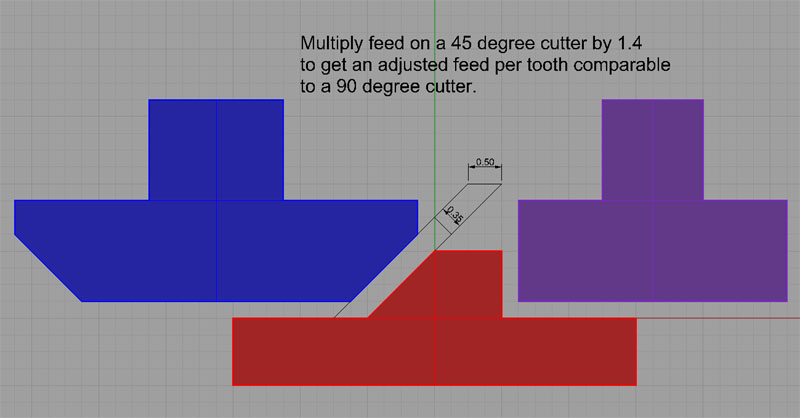
Notice that when fed 0.5" the actual chip thickness of the 45 degree cutter is only 0.35", hence the higher feedrates...
A generic device for translating rotary
to linear motion. There
are many different kinds of leadscrews including ACME and ballscrews (See
Also ACME and Ballscrew).
A sensor used to detect the end of travel for an axis. Limit switches may also function as Home Switches. They are typically mechanical switches (such as microswitches), Hall Effect devices, or optical devices.
In order to reduce the number of inputs a CNC controller
must handle, limit switches may be ANDed or ORed together. For example, normally closed limit switches
would be ANDed together by wiring them in series so that if any of them
is tripped, the whole circuit is tripped.
If the switches are normally open, they may be ORed together, by
wiring them in parallel, so that if any are closed, the whole circuit
is tripped. It is up to the CNC controller to determine
by context (i.e. which axis it was trying to move when the limit was tripped)
which limit was actually tripped when theyre all ganged together like
this.
G-Codes support three common types of motion:
- Rapids (G0): Moving
the tool as quickly as possible, preferably without cutting (although
the machine usually doesnt enforce this) in order to get to the next
location where cutting is desired.
- Linear Interpolation (G01): Linear interpolation is smoothly moving multiple
axes of the machine so the tool follows a straight line as closely as
possible. Since the line is usually
not aligned with an exis, this requires motion from more than one axis
to stair step together to produce this diagonal motion.
- Circular Interpolation (G02/G03): Circular interpolation
is smoothly moving multiple axes of the machine so that the tool follows
a circular arc as closely as possible.
Since the axes only move in straight lines, a series of tiny lines
are used to simulate an arc. G02
causes the motion to be in a clockwise direction, while G03 is counter-clockwise.
Motion in a straight line and all those components and
technologies associated with that motion.
A Linear Power Supply converts AC current to DC current
that has been smoothed, but that may not be regulated to a precisely controlled
voltaged (See Also Regulated Power Supply).
Linear Power Supplies are simple and are typically used to power
driver motors such as servos and stepper motors.
A linear scale is an electronic device used to measure
a position along a line. Linear
scales are commonly used in DROs (See Also DRO) and sometimes to provide
feedback information in sophisticated closed loop systems (See Also Closed
Loop).

Linear slides are components that may be used to create
Sliding ways are used by many machine tools so that their
axes may slide against one another. There
are four prominent designs:
-
Dovetail Ways: Very
common on mills, dovetail ways look like the dovetails used in wood joinery.
-
Box Ways: Box Ways
are rectangular cross section, as opposed to the angular shape of dovetail
ways. Box ways are very strong,
but they suffer from two shortcomings.
First, they involve a lot of surface contact area, so managing
friction is key. Second, in order
to slide at all, some clearance is required, which results in some slop
in their travel. They are the strongest
and most rigid design, but they are difficult and expensive to manufacture.
-
-
Powered tooling, such as a drill, that
may be held in the turret of a lathe.
Load meters are common on CNC machines. They give the operator one way to gauge how hard the machine is working, which is something that's harder to do on CNC where there is no manual "touch". Usually load meters are just ammeters that measure the amount of current the spindle motor is drawing. Some machines also offer load meters on the individual axes, for example to measure how hard it is to feed.
Load meters have a lot of interesting uses. For example, during roughing, the load meter can be used to tell when feeds and speeds and DOC are aggressive enough to be near the machine's capacity. Another use is to observe the load meter while drilling a hole. If the load increases the deeper into the hole the machine gets, it is an indication that chips are not being evacuated well enough. It may be time to fool with the coolant delivery or look at other steps to improve chip evacuation.
Lookahead is a software feature whereby the CNC control
program looks at future G-Codes it will need to execute in an effort to
plan better what it should be doing. If
the G-Codes ahead call for sudden slowdown or acceleration, the system
may want to begin that change earlier for better performance.
Lost steps are a problem that can occur when using open loop stepper systems. Because the system is open loop, there is no feedback to tell the controller whether the axis actually reached the position it had been commanded. If there is a problem of some kind, ranging from a machine crash to just simply not enough power to get to the destination as quickly as commanded, the machine will go on thinking it is in a different position than it really is. The result is a bad part or a worse crash.
There are a couple of things that can be done to reduce
or eliminate the likelihood of lost steps.
First, the machine and program can be designed or operated very
conservatively. Use slower cutting
and travel speeds. Install larger
step motors that are capable of higher performance.
Second, a closed loop system can be employed to provide feedback
to the controller on whether the axis moved as it was commanded to. This involves either replacing the step motors
with servo motors equipped with encoders, or adding encoders to a step
motor-based system, which in the end makes it a servo system by definition
anyway.
Mach 3 is a very popular CNC Controller that runs on
a PC under Windows and is sold by Artsoft.
The absolute coordinates or position
of the axes. Machine coordinates
are always 0 or positive.
Movement along an axis in the farthest
possible positive direction.
A CNC tool that can perform multiple
operations in the same setup with automatic tool change.
MPGs are devices that are used to simulate the handwheels
used on manual machines. They usually
consist of a dial connected to an encoder with a suitable mechanism to
provide detents so there is tactile feedback to the operator when the
MPG is turned.

The M-Codes are words defining miscellaneous operations
in the G-Code language. For example,
they command tool changes, turn on or turn off the coolant or spindle,
etc
Manual entry and execution of G-Codes
from the keyboard.
A technique used to increase a stepper motors smoothness and position it to finer degrees by using varying amounts of current in adjacent windings to create more steps than the motor would normally have. In essence, the motor is delicately balanced between steps. Microsteps can be down to 1/32 of a step or even much less. It is also useful in controlling stepper motor resonance.
Microstepping is a function of the stepper motor driver,
rather than the motor itself. Gecko
drivers, for example, offer microstepping.
It is important to remember that the holding torque of a microstep
is much less than that of a full step, so you can only microstep if you
are using a fraction of the motors capacity.
For example, with 16 microsteps, there is less than 10% of the
holding torque at a microstep that there would be on a full step.
The value of microstepping also falls off rapidly as the motors
speed increases. For this reason,
it is usually not wise to assume that the resolution of a system is equivalent
to the full resolution of a microstep.
Microswitches are simple electrical switches that make
contact with very little travel, making them useful as home and limit
switches. See also Home Switch
and Limit Switch.
Mist cooling employs droplets suspended in a compressed
airstream as coolant (See Also Coolant).
They are a good alternative when flood cooling is impossible.
In G-Code programming, a mode is a programmed function
that stays in effect until it is cancelled or substituted by another function.
The ModIO
is a ModBus device made by Hohman Designs.
It provides Mach3 and other programs with a lot more inputs and
outputs using a USB port.
An epoxy resin
with embedded PTFE (See Also PTFE and Acetal) that is used to refurbish
or line machine ways.
Motion control is the science and technology of controlling
motion. The components used to
convert a manual machine to a CNC machine are all motion control components.
| Lapping to MPG |
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now.

|
||||||||||||||||||
| ||||||||||||||||||





