|
|
|
|
|
|
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now. |
Wish List and Future Projects (Small Projects)
The most interesting subjects are impossible to "finish"--you can never learn or buy everything. There is always something more you'd like to beg, buy, borrow, build, or steal! Here is a list of projects I'd like to someday add to my shop. These few pages are where I keep my list and notes of things I want to make someday. On this page are "smaller" projects--smaller in terms of difficulty and time required. Bigger projects may be found here. Engine projects have their own page too.
|
|
|
|
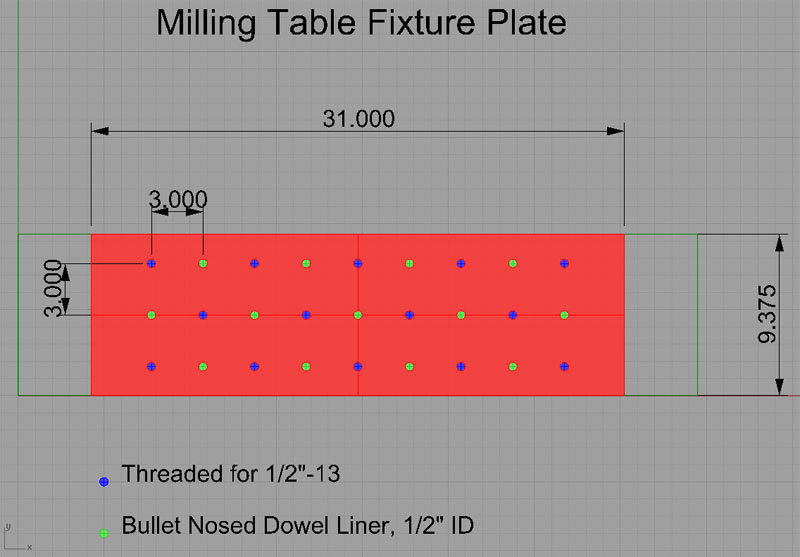
Fixture plates make it easy to align things on your mill table because you have a grid of precision dowel pin holes. Put your vises and rotabs on subplates with a matching grid and you can drop them on the table and have them be very closely aligned right from the start.
Here is the basic plate that goes on the mill table...
|
|
|
|
|
|
Handy Gadget to Indicate Parts in the Lathe Chuck
|
I liked this little video (other than leaving the key in the chuck, don't do that!): He just uses a ball bearing mounted on the QCTP to gently "nudge" parts into proper alignment:
You'll want to be very careful with this technique--don't fire up the spindle to a very high rpm, for example. But, it looks like a real time saver if properly done. There are a couple of great tips here. Aside from aligning the part in the chuck with the ball bearing, the use of circular pieces instead of a dovetail on the QCTP is also quite interesting. It also looks like he keeps that indicator on a permanent holder on the lathe's backsplash where it is handy to get to.
|
|
|
|
|
Splash Shield for Lathe
|
I love the travelling chip guard on this CNC Mini Lathe:
Nice travelling chip guard! I'm thinking of making something similar for my lathe at some point. I think what I will do is get some sheet Lexan and bend it over a cylindrical form using a heat gun to soften it up. I might even make one up the full travel of my lathe so I don't have to fool around making a rail system so it moves. |
|
|
|
|
|
|
|
Dodecahedron
|
These aren't really useful for anything I can think of, but they sure are cool!
|
|
|
|
|
|
|
|
Mill Table Tramming Aids
|
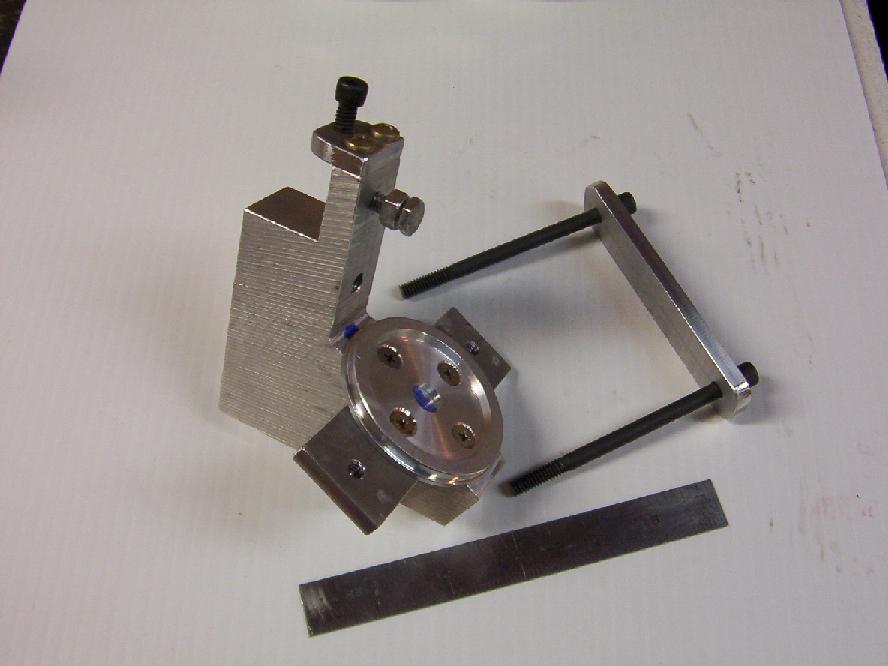
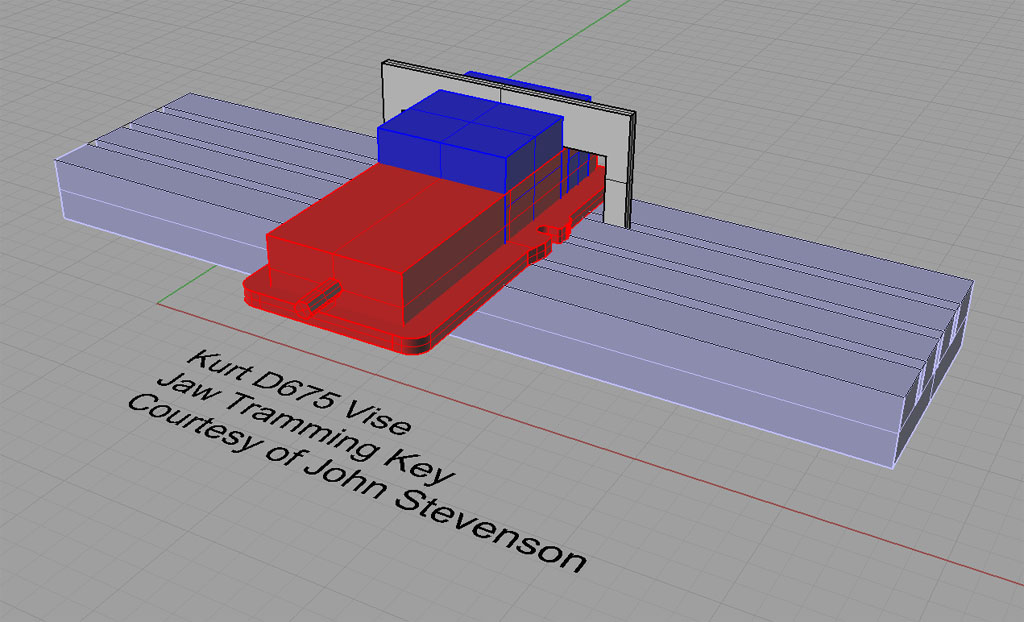
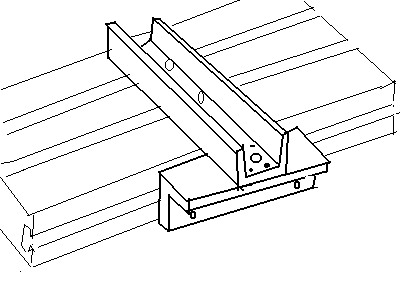
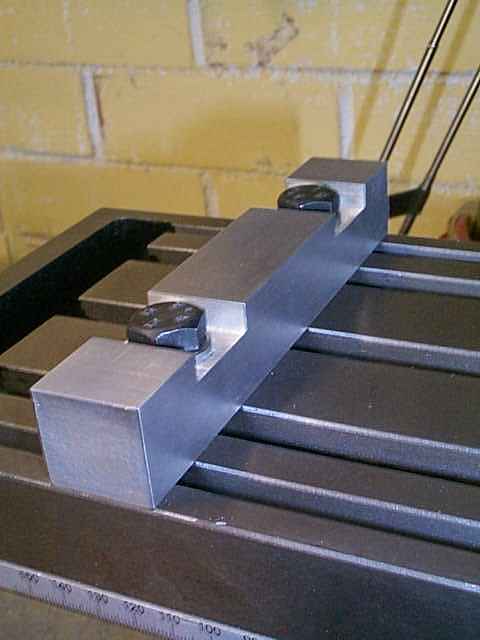
These are aids for tramming tooling, such as your milling vise, not the mill head. My favorite is the idea of a tramming "key" to be installed in the jaws of your milling vise. The idea is due to John Stevenson and looks like this:
Insert the U-shaped key in your vise jaws, tighten the jaws, press the key against the top T-slot edge, and tight down the vise. Nothing could be faster or simpler!
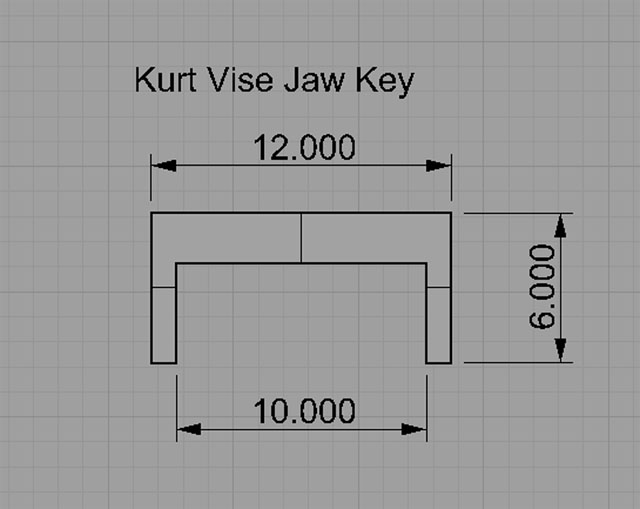
Here are rough dimensions for a key to fit a Kurt D675... One fella mentions this is a handy way to quickly square things on his mill table:
He said he made it up and machined the edges of the T-Square so that they would be true to the table. Seems like a pretty slick idea to get a vise or other item lined up quick. He did say if he had it to do over again he'd use a piece of 1" square bar. I have seen someone else recommend making up some pegs that can be inserted in the table slots to line things up. That doesn't seem like it would be as accurate, although I did get an email from someone who had used the round pegs on the vise or in the T-Square itself and said it worked great. Here is another approach recommended by a talented Australian HSM:
PerpEdge for aligning things on the table... He calls it a "PerpEdge". He lines it up with a square and then double checks with an indicator. Looks easily made. I'd like to see how well this sort of thing might work for lining up my vises on the mill table. Another approach is to install a key on the bottom of the vise that will mate tightly with the T-Slots on the table. I liked this description from the HSM board of how to install a key on a the base of a milling machine vise so that it will always be in tram on the table:
Another thought, if you don't want to modify the vise, is to make a tramming fixture that you clamp in the vise jaws. Said fixture would mate with the T-slot precisely enough to ensure tram as the vise is being bolted down. Consider using a subplate with Sine Keys made by Reid as another approach. Here is another approach that uses low temperature Cero alloy that sounds interesting:
|
|
|
|
|
|
|
|
Mill Vise Caddy
|
Here is a nifty accessory to save humping that heavy vise on and off the mill table:
It's so nicely made, isn't it? You clamp the vice jaws onto the thing and you can lift the vise off and swing it out of the way. It almost seems to me like something slightly more general would let you keep a bunch of vises, rotary tables, and other goodies on a shelf behind the mill and bring them on and off as needed. You can by one already made from SPI (via MSC or other dealer) which calls the product a "Mill Vise Caddy." Cost, $339. The magnetic chip shield is also handy, and could be easily made. |
|
|
|
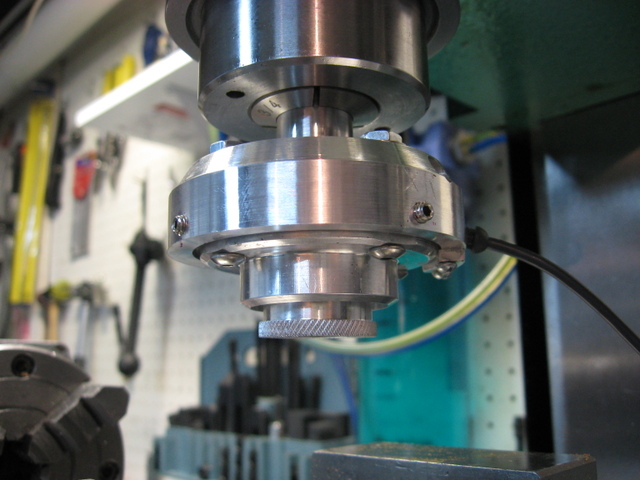
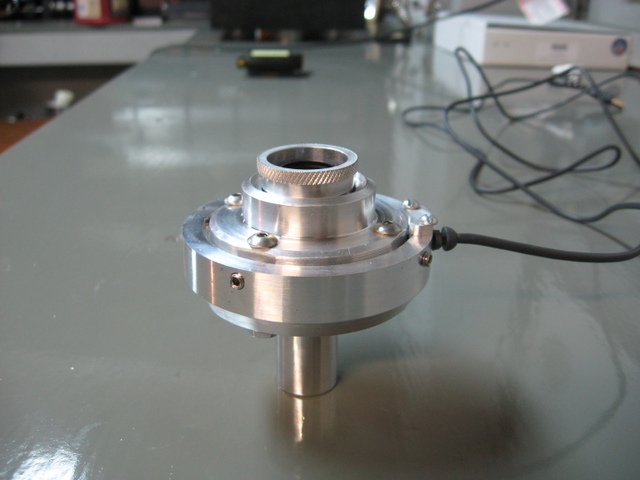
A spindle coolant collar is a very handy thing indeed. Firstly, it provides a convenient way for the coolant nozzles to track the activity of the mill in a more elegant and permanent way than the magnetic versions that are available. This ensures that once the nozzles are lined up properly, they'll do the right thing wherever the spindle wanders. Second, there are numerous reports that the darned things can also help cool down your spindle bearings, which seems like a darned thoughtful thing to be doing as well to me. I figure making one of these will be an ideal CNC project once I get my IH Mill converted over to CNC. Meanwhile, I have started an Idea Notebook with pictures of a number of different coolant systems along these lines.
The Widgitmaster's Coolant Collar...
|
|
|
|
|
|
|
|
|
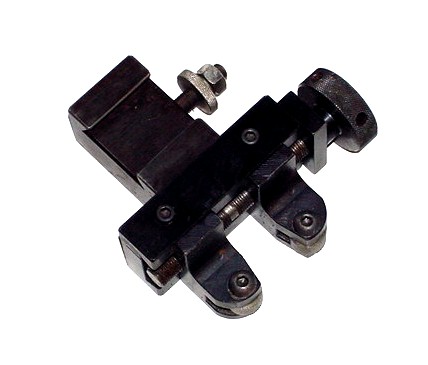
QCTP Indicator Holder
|
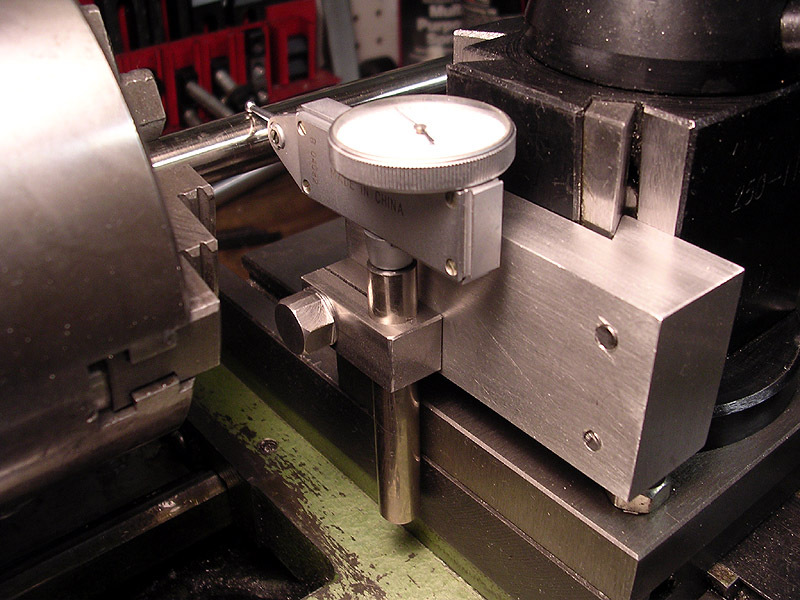
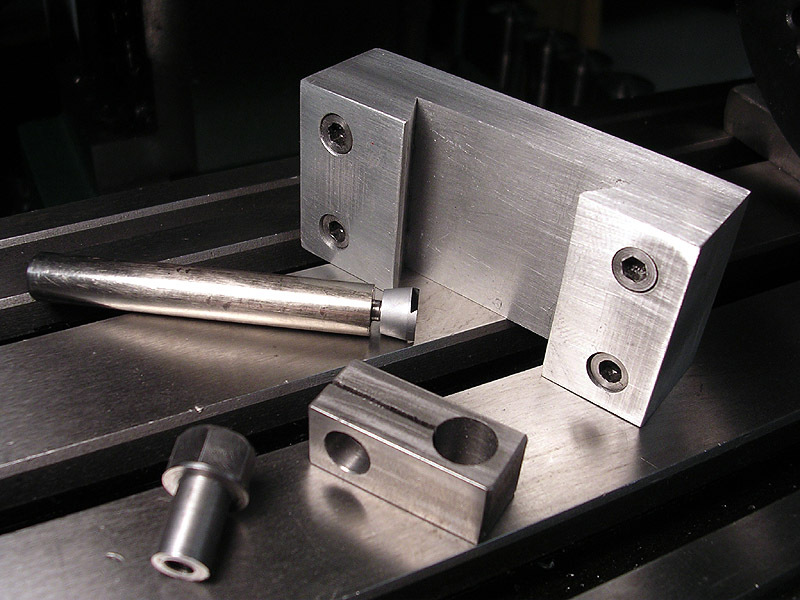
Someday in the not too distant future I plan to give my lathe a tune up. I want to check spindle runout, adjust the preload on the spindle bearings, check the headstock and tailstock alignments, and generally give it a little TLC. I want it running as accurately as possible before I tackle making the end blocks to hold the ballscrews when I convert the lathe over to ballscrews. Angular contact bearings need some pretty close tolerances for installation. I'll also be turning the ends of the ballscrews, so it pays to have it all shipshape. One of the things that I've been seeing for a long time and thinking I need to build is a QCTP holder with an indicator in it. I recently saw another one and thought I'd do a little roundup article here so I've got the details all in one place. One of these will be handy for the lathe tuneup as well as for indicating in the 4-jaw chuck. Needs no Dovetail Cutter If you don't have a dovetail cutter for making QCTP holders (I made one, it isn't hard!), you might consider this fellow's approach of just doing it by milling the dovetails as separate parts:
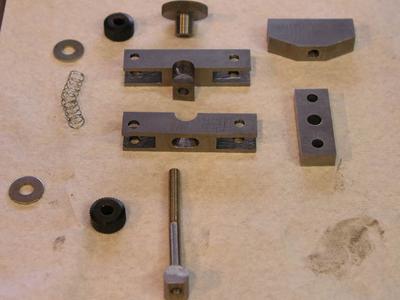
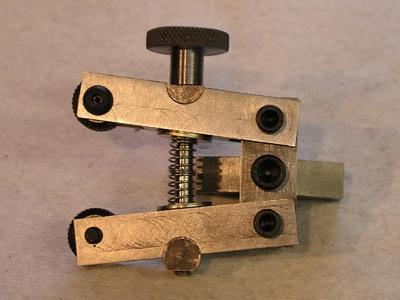
The QCTP Indicator Holder...
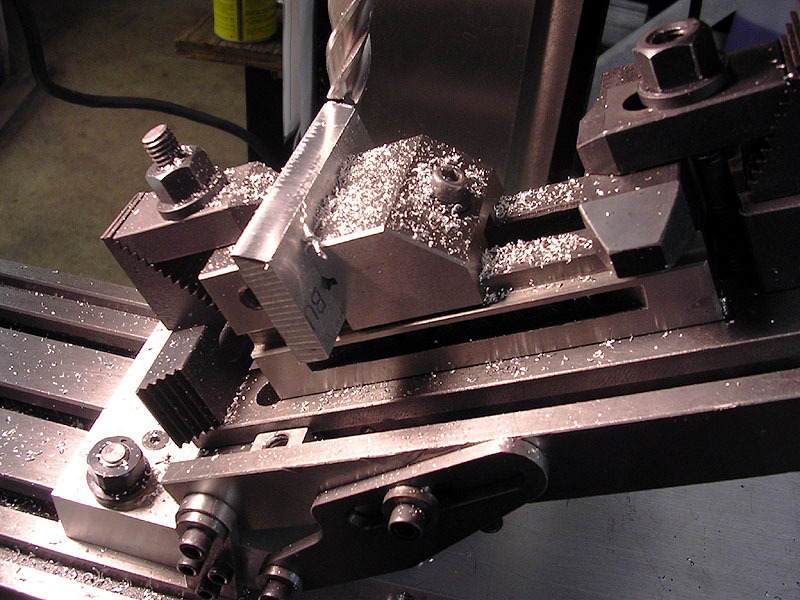
Using a Tilting Vise Fixture to Mill the Dovetails...
The Components. Note How the Dovetails Are Bolted to the Holder... "Flapper" For Irregular Shapes Marv Klotz gave us the "Flapper" design for dialing in irregular shapes or square stock in the 4-jaw:
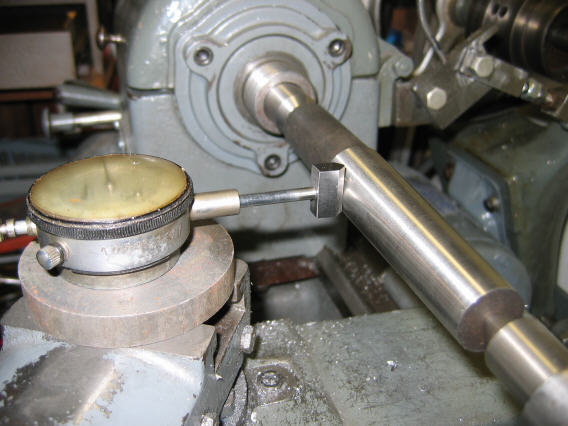
This one just uses a magnet to attach itself... JTiers Approach to Irregular Shapes
5Bears Indicator Holder 5Bears (the Swede) modified an unused QCTP (looks like a knurler) for this purpose:
CNCCookbook "Instant" Indicator Holder As I was writing this, I was staring at an indicator holder that fits onto a height gage I got off eBay. These replace the carbide scriber and can be used to increase sensitivity and accuracy of the height gage. eBay seller discount_machine (I think that's Shars) has them for $8.95:
If you want one (I ordered a second after seeing how useful they can be), do an eBay search for "HEIGHT GAGE INDICATOR". They only have them on "Buy it now" in their store, so you may have to look carefully. I took this little gadget together with the QCTP knurler holder (everyone has one and they aren't that hot if you get a scissors knurler, so its great to reuse it) and put them together to get this:
It wouldn't take much to rework the mounting bar so it was just like 5-Bears holder.
|
|
|
|
|
Lathe Spindle Spider
|
You normally see spindle spiders done up with 4 set screws, but I really liked this this gorgeous spindle bar support system I found on the Chaski board:
The different sized bushings are held in the spindle by the friction of their o-rings. Personally, I'd like a little more positive locking action, but the basic style is very nice and a good idea to prevent the bar whipping as it spins. I've got to add this to my project wish list. |
|
|
|
Web Cam on the Mill and Lathe Plus Laser Cross Hairs
|
S_J_H built this gorgeous housing for a $30 Logitech web cam and posted it on HSM:
The finished camera inserted in an R8 collet on the mill...
Mach 3 can display the feed from the camera...
Looks like the camera sub-housing has centering screws...
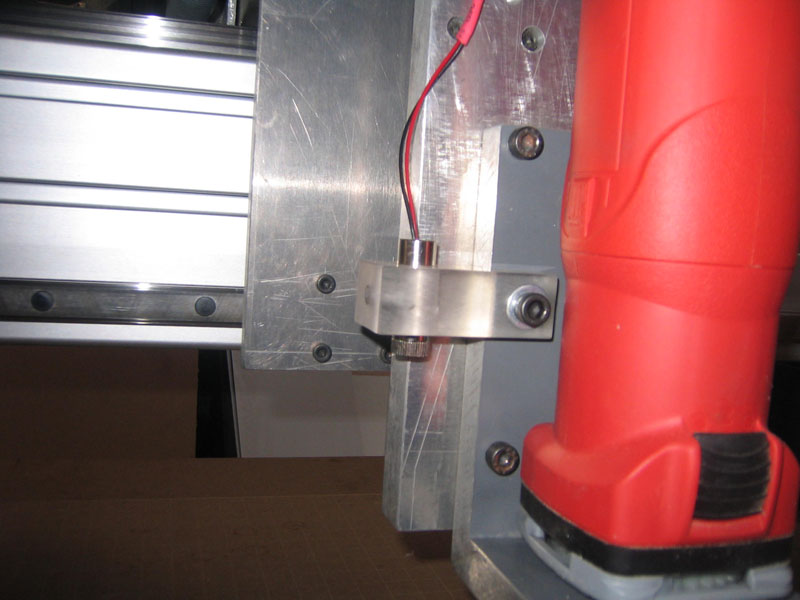
Here are the parts... Some interesting thoughts: - S_J_H reports that for sharp edges, he can find a corner within 0.0005". Pretty close! He goes on to say that punch marks look like craters. - With the manual focus ring, the Logitech would focus down to1/8" from the lens. - CentreCam is a piece of software that also handles camera feeds for machinework. I think it has more optical comparator functions than Mach does built in. - Evan suggests an interesting idea if you want to permanently mount the camera. He suggests mounting the camera to focus on an angle, and a laser pointer on another angle. Figure out the height where the laser is centered where the spindle will go and focus the camera on that same point. I like the idea of having both a laser and camera available, and could even see mounting them in the same housing. It would be cool to have a custom button in Mach 3 that automatically puts these at the right height so they're focused dead center of the spindle. I think a laser pointer would be ideal to line up stock within 0.1" prior to firing up a CNC program that will separate the part from the chips inside the workpiece. - You could also face the laser and video straight down and program the offset from spindle center into Mach 3. This is probably a better idea as it becomes spindle height independent. In practice, you'd hit the button and the table would center on the laser/video center. You could then jog as desired and hit the button again and you would offset to where the spindle was centered exactly where'd you'd jogged to with the video. That would be cool! Here is an inexpensive laser cross hairs mounted on a CNC router courtesy of CNCZone and Aussie member Greolt:
These little cross hairs are available from DealExtreme for $4.30. So cheap!!!
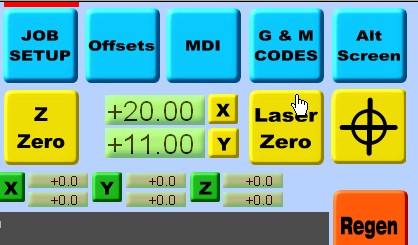
Here are the crosshairs. To use with CNC, Greolt programmed in a button on Mach 3 that compensates for the offset from the spindle automatically... But wait, this gets more clever. He added some code to Mach 3 that deals with the fact the laser cross hairs are offset from the spindle. Here are the controls:
The target toggles the laser on and off. "Laser Zero" zeros the machine at the lasers current position allowing for its offset from the spindle! The X and Y DRO's let you enter the offset of the laser from spindle center. Here is what the Mach 3 code looks like to do that: Xmove = GetUserDRO(1152) 'X distance DRO Ymove = GetUserDRO(1153) 'Y distance DRO Code "G91 G0 X" &Xmove & "Y" &Ymove While IsMoving () Wend Code "G90 M9" DoOEMButton (1008) DoOEMButton (1009) The M9 is to turn laser off after the zero. M7 turns it on. He's just using the mist coolant commands to run the laser. The two "DoOEMButton" zero the X and Y. The two DROs are to set the laser offset distance for the script. Put it all together... My crazy idea is to combine these two. I want a permanent mounting bracket that holds a housing containing the web cam and integrated laser cross hairs alongside the spindle. We probably want a flip open lens protector as well. I also want it fully integrated so Mach 3 knows about the offset from the spindle. Now you have laser cross hairs when 0.1" is "close enough", and a 0.001" camera comparator for more precise work that is always there. Wouldn't that rock? I think so. |
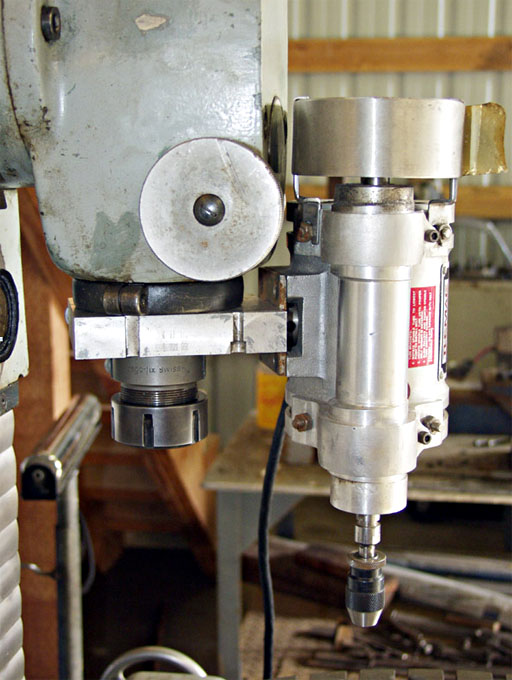
I love this idea that MachineChick published on CNCZone:
That little setscrew with locknut will apply pressure to the top of the head causing it to pivot smoothly. Makes tramming the head faster, easier, and more precise. I would think it might help hold the head in place a little better too! Mount one on either side so the head can be pushed either way...
|
|
There's a page of the CNC Cookbook devoted to this idea already... |
|
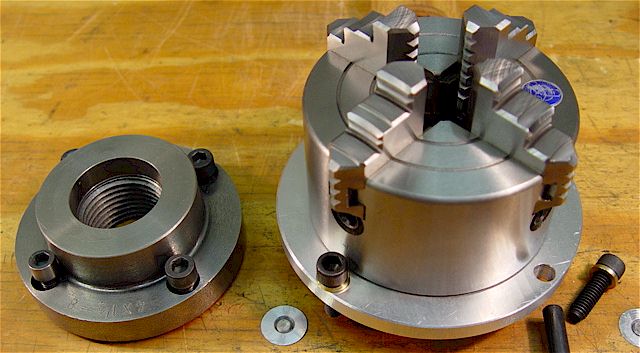
Chuck Adapter for Rotary Table
|
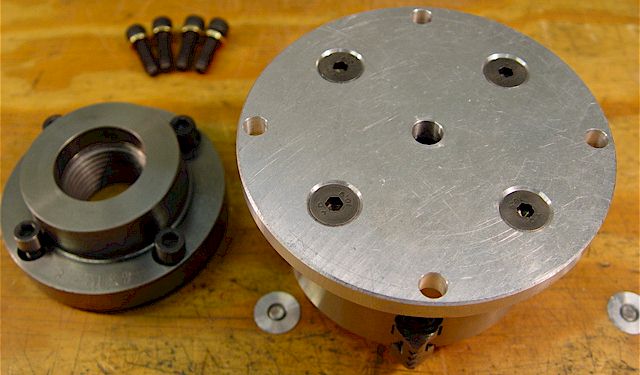
This should be a simple project. I basically need to take a circular plate and drill two sets of holes on bolt circles. The first circle will be identical to the bolt circle used by my lathe to mount the chuck backplate to the spindle. To be precise, I want the circle that holds the little faux cam lok's into the back plate:
The second bolt circle will consist of 4 holes that are outside the diameter of the chucks. I will use these to bolt the assembly down using the T-Slot system on the rotab. Here is a similar such project done by another machinist:
Backside of adapter, showing bolts through to chuck...
Front side of chuck ready to bolt down to rotab... |
QCTP Knurling Holder
|
I need to build a clamp-type knurling tool for my lathe and I need to work on some projects involving the mill to gain experience with it. This one fills both needs nicely.
http://homepage2.nifty.com/mini-lathe/knurl2/knurl-2-e.htm
Aloris Knurling Gadget. It uses dovetail slides for the knurls... There is a thread about these over on HSM with a couple of designs. One is very elegant, and the other looks dead easy to build:
|
Machinist's
|
A simple project for an afternoon sometime:
Very nice! Note the square threads...
Another pretty design. Color is a hot oil treatment...
Links http://homepage3.nifty.com/amigos/screw_jack/screw_jack-e.htm http://www.davehylands.com/Machinist/Projects/Machinist-Jack/
|
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now.

|
||||||||||||||||||
| ||||||||||||||||||