
|
|
|
|
|
|
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now. |
12" Disc Sander
I've wanted a nice large disc sander since using one in welding class. The class had a big 20" sander with a 3 phase motor. The impetus to go forward came when I got a deal on a shipping damaged Palmgren Belt/Disc sander: It only cost $60, and my thinking was that even if it was damaged beyond usability, the parts would simplify building my own belt sander. It turns out to have been a good buy, but the unit was not usable as it stood. I disassembled it to scavenge the parts, tested the motor, and concluded it was a good basis from which to build a disc sander. The nice 2" wide belt sander wheels would be set aside for a later project. The motor and base would form the foundation for my new disc sander.
Design Features
Here are the design features I settled on before diving in:
3/4 HP 3400 rpm Motor: Dictated by my scavenged base. Note: web opinions vary on whether 3/4 HP is enough. I can always slap something bigger on!
12" Aluminum Disc: I started out wanting larger, but after researching costs of sanding disc media, this was the biggest size for which abrasive discs are commonly available cheaply.
Pivoting Table:
- Pivot axis is in line with spindle axis so the table's height doesn't vary when it's tilted.
- Guide slot on the table matches my Harbor Freight tool grinder so I can exchange tooling between the two.
Photos
Below is the photo essay of the construction. Not much to a disc sander. In terms of how long it all took, I started in mid-January 2008. I was working on it maybe as much as 8 hours a week, but typically 4-6. It was finished mid-Feb, so figure the sander took on the order of 20-34 hours.
The Original Donor Machine

Palmgren 81081: 9" disc + 2"x40" belt
Lots of good donor parts: 3/4 HP motor, 3 nice wheels w/ bearings already crowned for a belt sander, nice spring loaded tensioner, sheet base. I'm just using the motor and base for the disc sander. The other parts are being held in reserve for a belt sander...
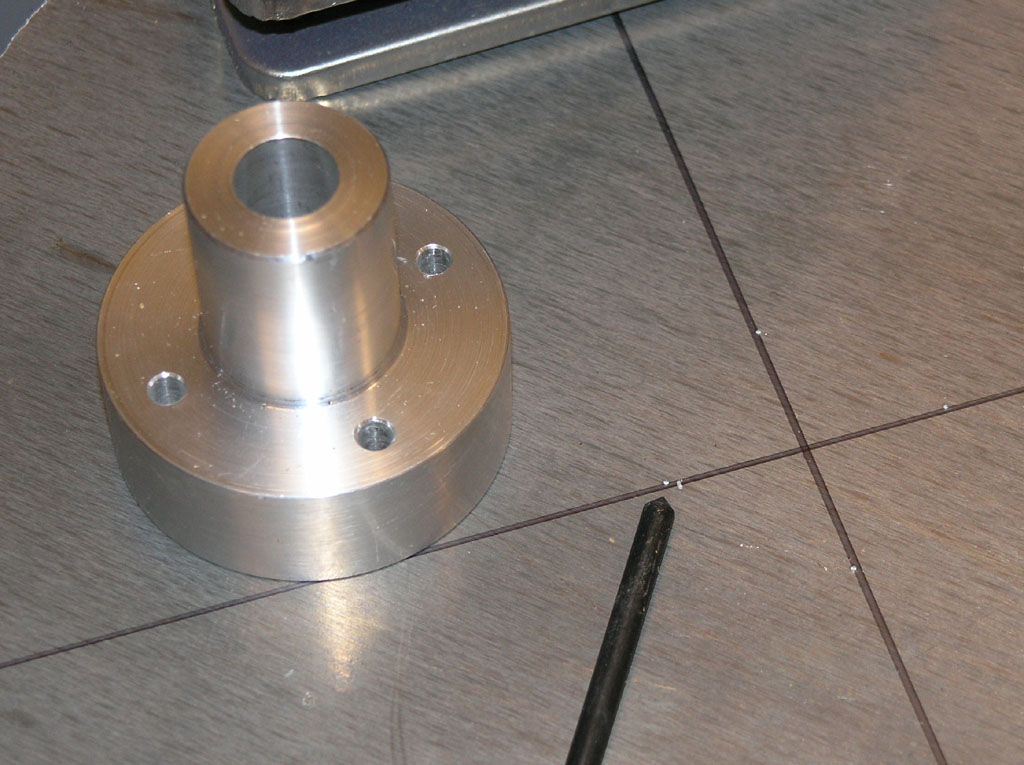
Building the Hub to Mate the Disc to the Motor

Liberate a chunk from the stock to start machining. Pic is taken after the fact as the part is sitting on my DeWalt Multicutter...

Next you take some 2" round stock and separate the chips from the part. The finish came out nice, but I hate the long stringy chips. I could not run my spindle fast enough to get rid of them on either my carbide insert or hand ground HSS tooling....
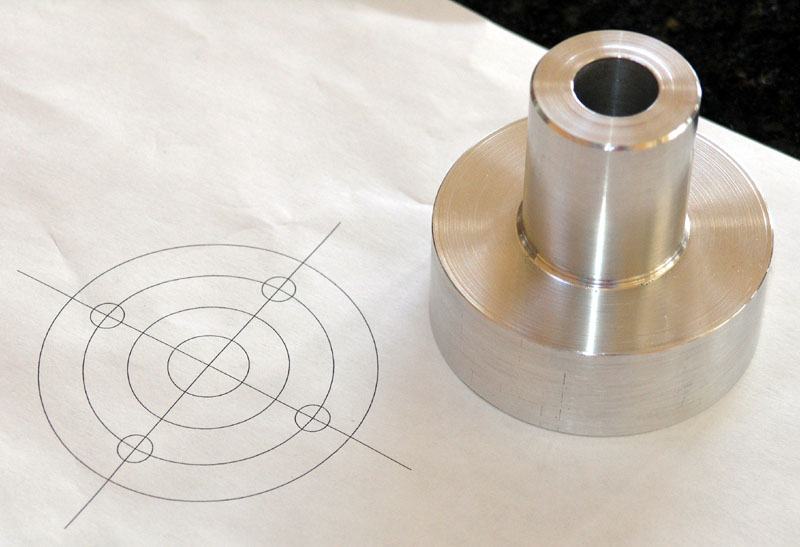
Now the bolt circle. I drew it up actual size in my CAD program Rhino 3D...

Template clamped to part and trusty Starret prick punch at the ready...
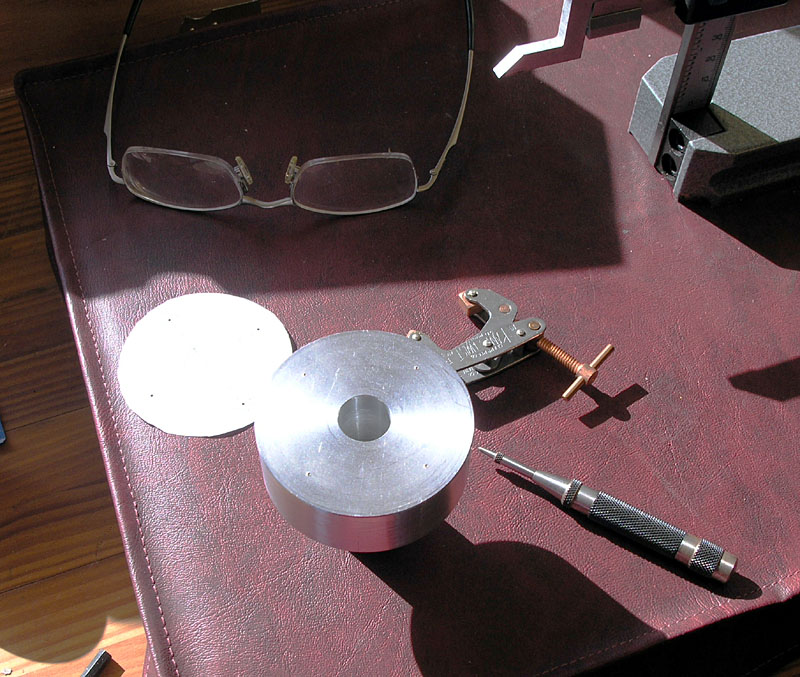
Hole centers are marked. Took longer to photograph than to do it...

Part is clamped against a V-block in the Kurt Vise and I'm using a screw-machine length bit. I plan on 1/4-20 hardware and I'll tap these holes to fit. If they strip, I can always use longer bolts and nylock nuts.
Deburring the holes is easy with a Keo Zero Flute deburring tool and a little hand drill. I picked that tip up from Frank Ford I think...
Machining the Steel Table
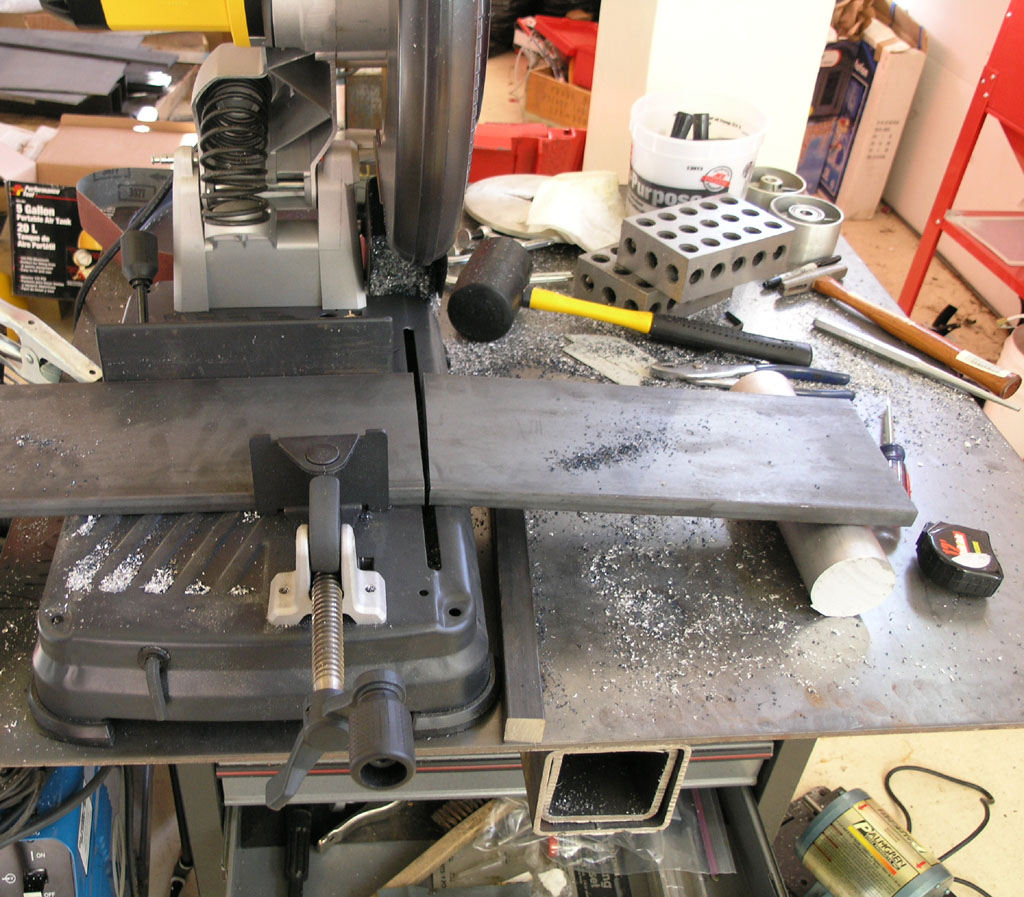
Start by cutting a piece of stock on the DeWalt Multicutter. Great tool!
Next, we have to surface the stock so it is square and flat. What setup to use?

Kurt vise works. I've laid down some heavy cutting oil to help things along. You can actually feel it get easier to feed when you add oil...

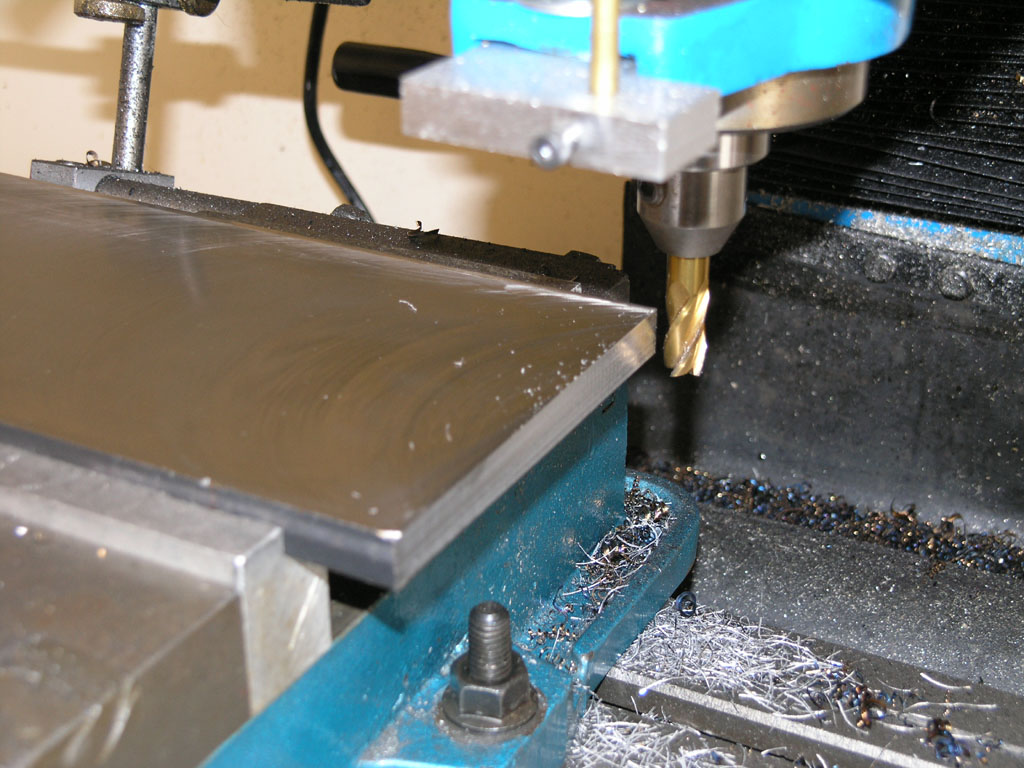
Flycutting. Cough, cough, the oil throws off smoke! Be sure to ventilate!

Blue chips: I guess I'm going fast enough!
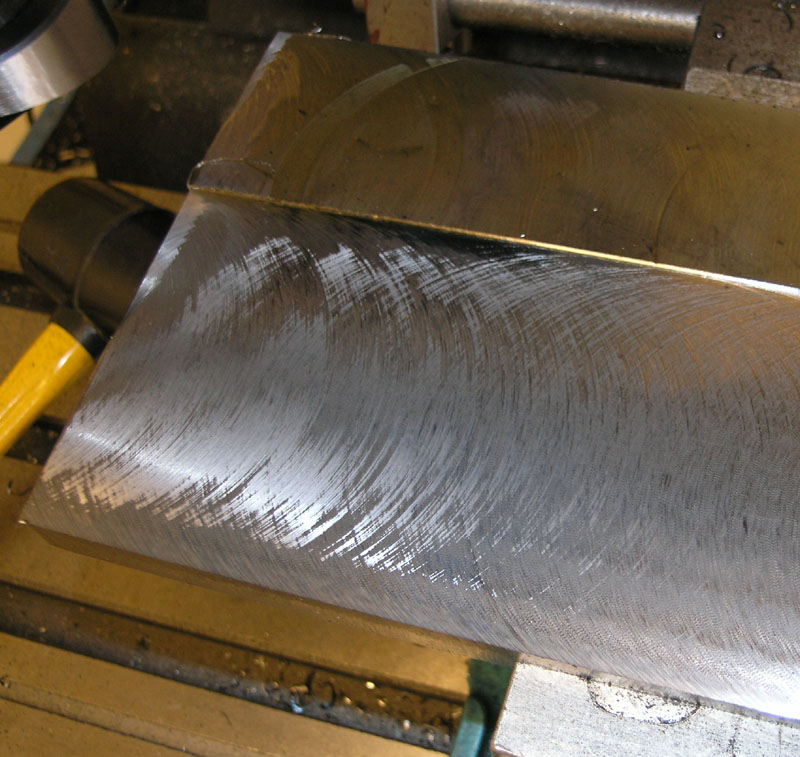
After a pass you can see the sort of Moire pattern you get. If the head is properly trammed square, both sides of the cutter evenly cut. They're not quite even here, so my head is slightly out of tram. Also note that I have to make two passes to get the whole width of the plate surfaced...
Here is the result. Not bad, but gee, I hate that seem in the middle. What's the answer?

Get a bigger fly cutter! For the best finish, you want to cut in a single pass. That's why you probably want several fly cutters.
One minor bump in the road: my cutter came loose (just the little cutter or it could have been nasty), dropped, and jammed, gouging the plate. No matter, I have a plan for that edge as you will see.
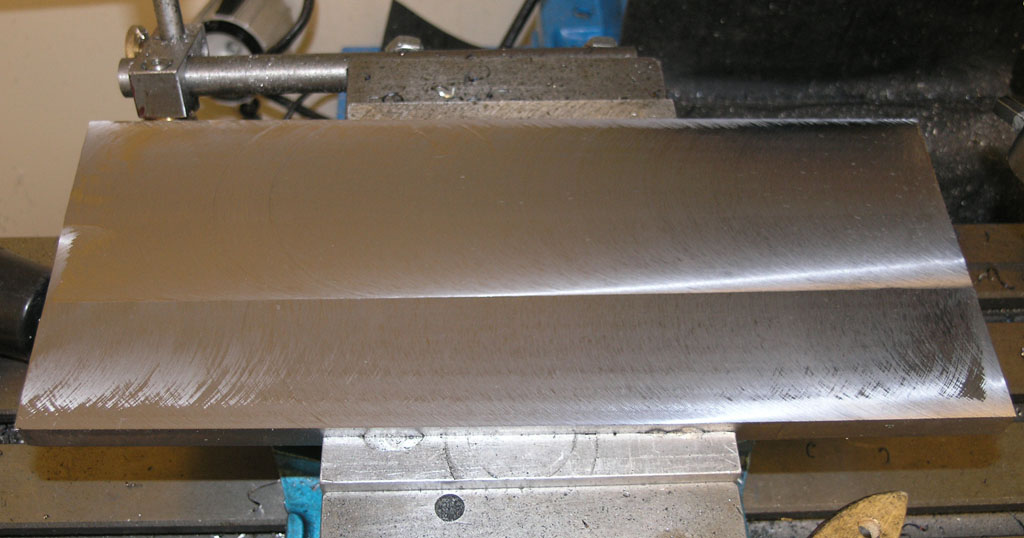
Here's what the new cutter did. Much nicer. Note that it is MUCH more sensitive to tram because it is longer. Now you can see I am out of tram as the tool marks are showing I'm cutting on only one side. This is fine for making this table, but if I need super accuracy I'll need to retram the head soon!
Finishing the Table's Edges
With the table sitting on the soft jaw steps, I used a 1/2" end mill to finish the edges...

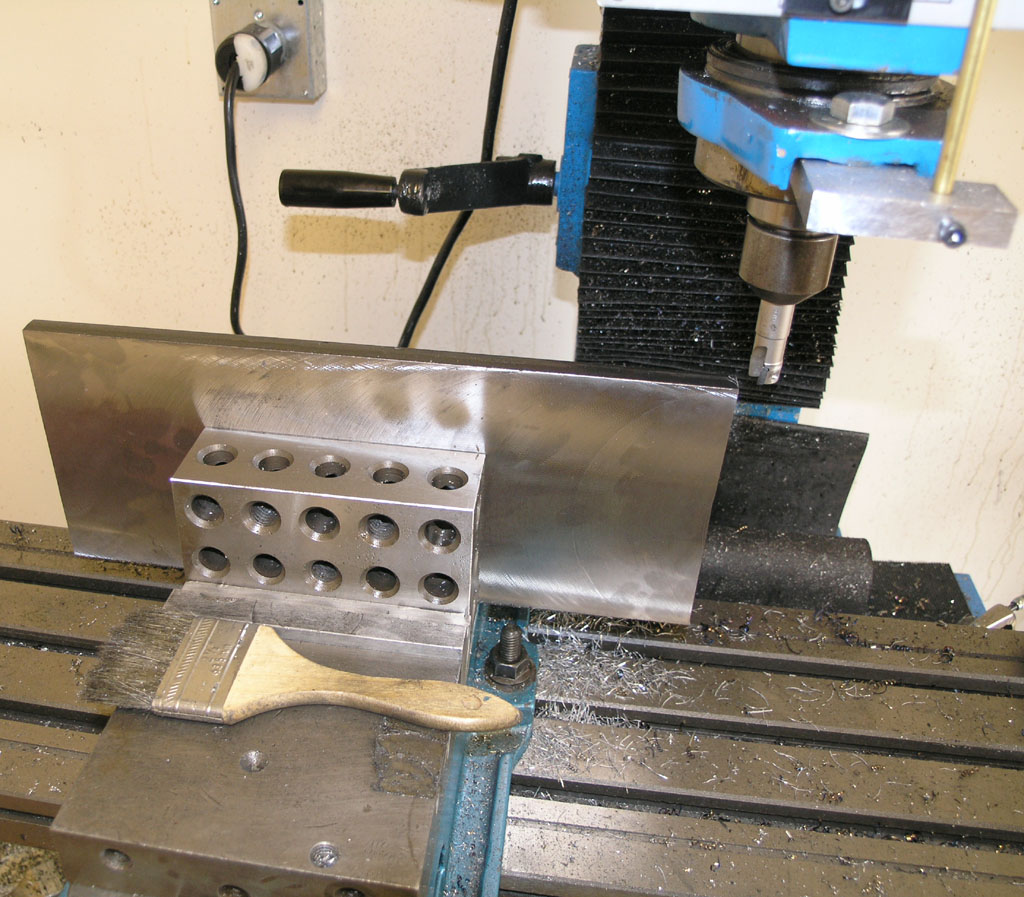
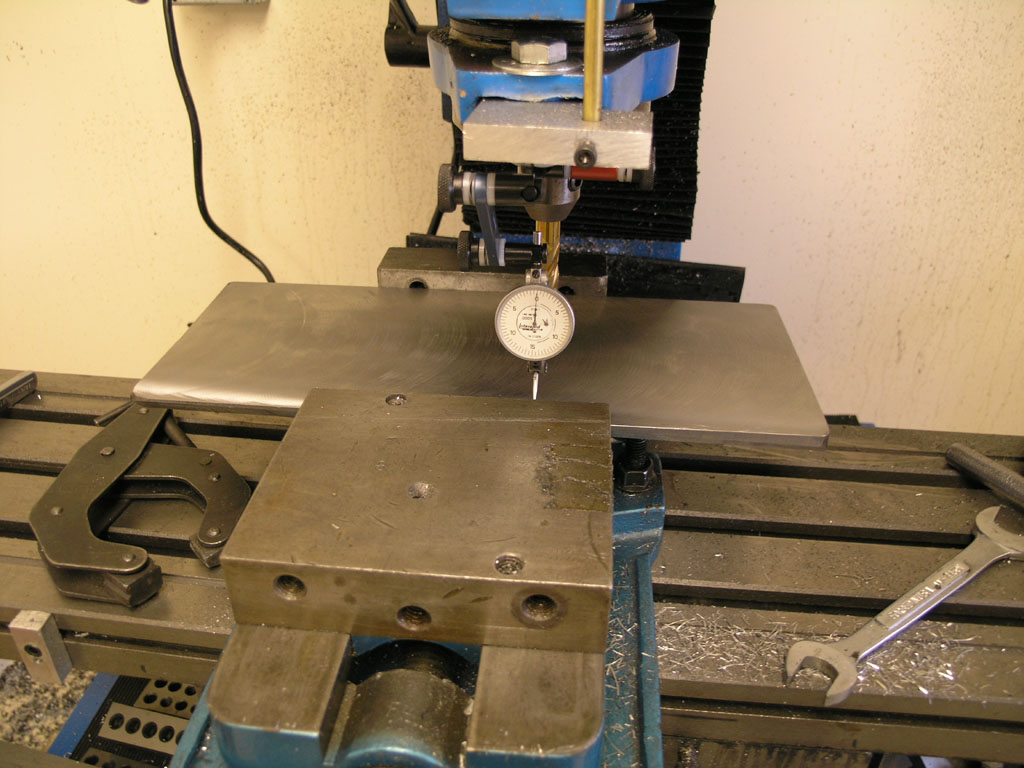
I had to turn the table up to do the long edges: not enough Y travel. The 2-4-6 blocks add rigidity. I'm going to use an Iscar Helimill carbide insert mill. It isn't quite wide enough for the thickness of the plate, so I trammed the plate/vise to make sure the line between the passes would look straight. Probably an unnecessary detail, but I find frequent tramming is a good thing lest I forget. That's an Indicol indicator holder with an Interapid DTI...
Now I mill each long edge with 2 passes of the cutter...
Bevelling the Long Edge
I wanted to bevel the long edge for clearance when the table tilts. The problem is I don't really have the right tooling for the job. I could tram the head to 45 degrees off vertical, but I don't have the Y travel to do it in one pass and it is a hassle to mess with the head. I actually made an attempt with a carbide insert chamfering tool:
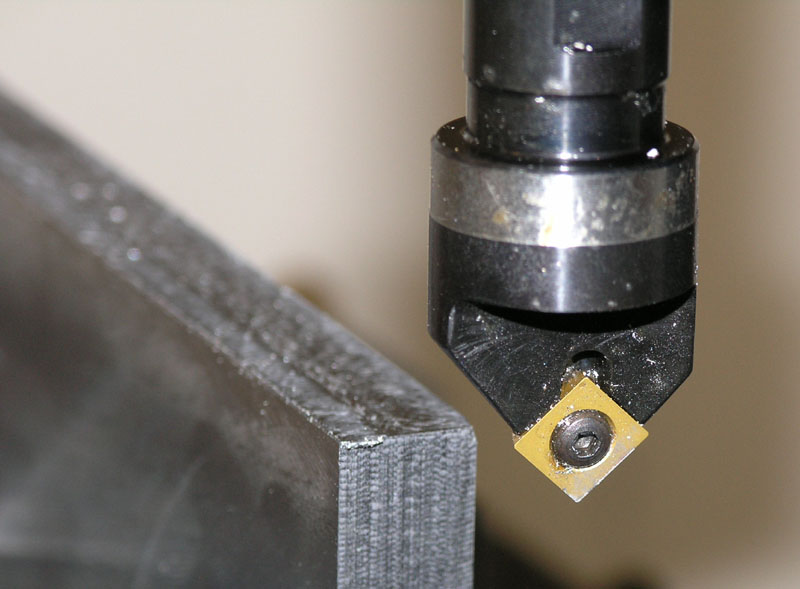
Carbide insert chamfering tool gave poor results. Spotty finish. It was really not what the tool is intended for...
My next stop was to use a couple of giant V-blocks and some Kant-Twist clamps:

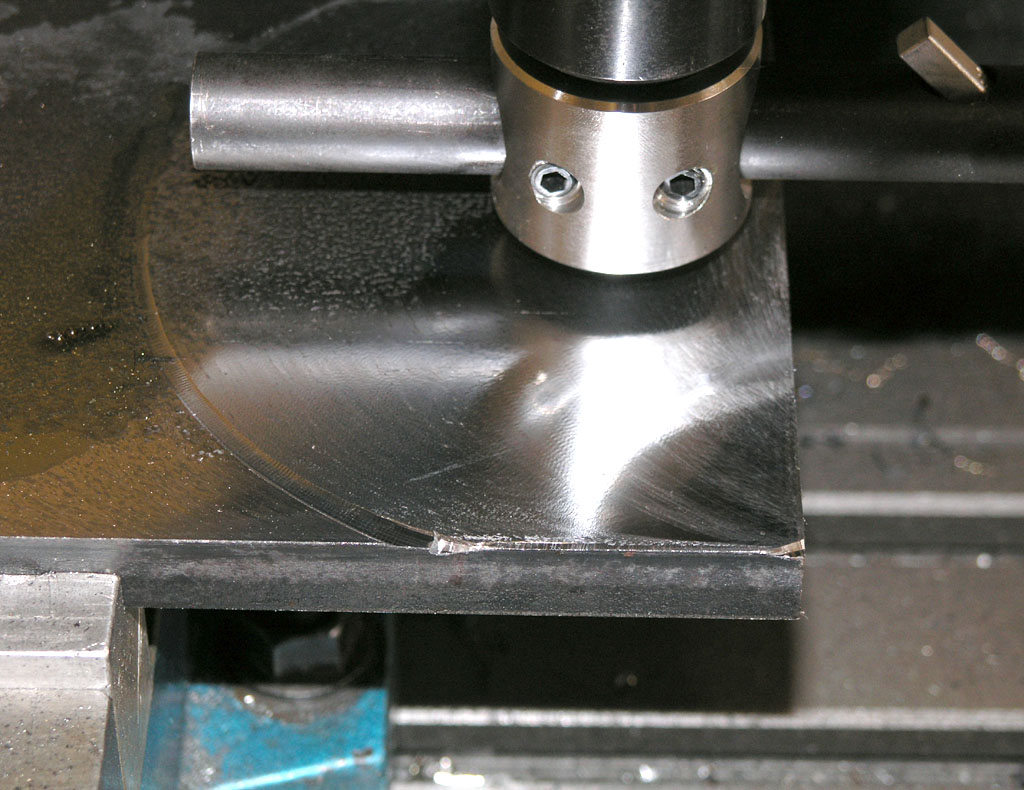
This setup proved inadequate. The Kant-Twist clamps couldn't lock down hard enough to hold the plate while I milled the edge. It slipped twice...

How many things are wrong with this picture? First, you can see the gouges that were the immediate result when the setup came apart. But check the edge: the plate was riding up and I didn't see it until I'd made a full pass. Remember, the endmill can act as a screw and exert upward force on the plate. Given poor enough clamping and enough cutting force, the result is: DOH!
I was able to clean this up quite a bit, but it is still not really right the way I'd like it.
How should this have been done? Ideally, I needed a tilting table or vise for the job. They aren't that expensive, but I didn't want to wait for delivery as I had the day off and thought I could get on with it. Here is Dickeybird having much better success with a more rigid setup and better clamping:
I had a couple of other crazy ideas I did not pursue. One was to drill and tap those V-blocks so I could bolt the blate down to them. That probably would have worked out well. Another was to build some special "plate clamping" vise jaws in aluminum. These jaws would have faces already angled to grip the plate at the right angle. This latter seemed particularly appealing, but I had no aluminum stock available of the right dimensions to try it. In any event, I left things as "good enough" so I could move on. The scarred face will give the needed clearance, and won't be visible, but it's annoying nonetheless. I will go back and fix things if I get the right tool in the shop.
Cutting the Tool Holder Slot
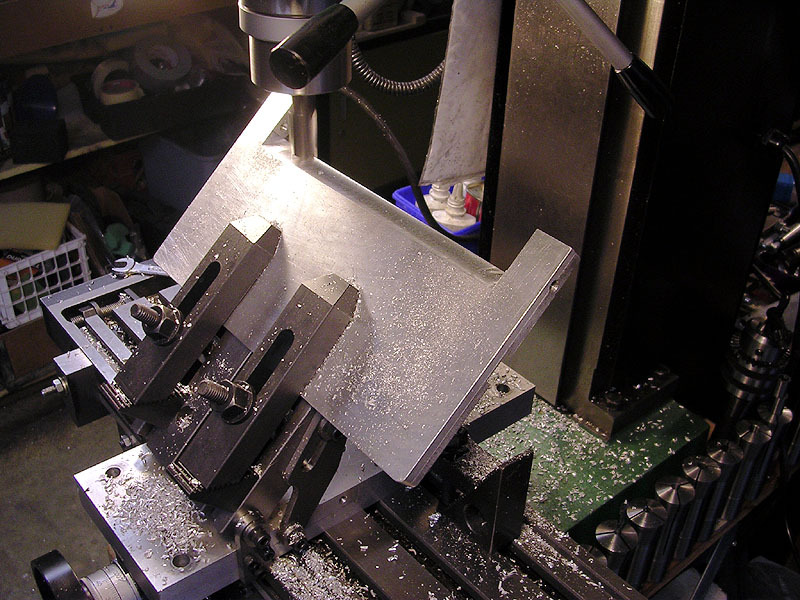
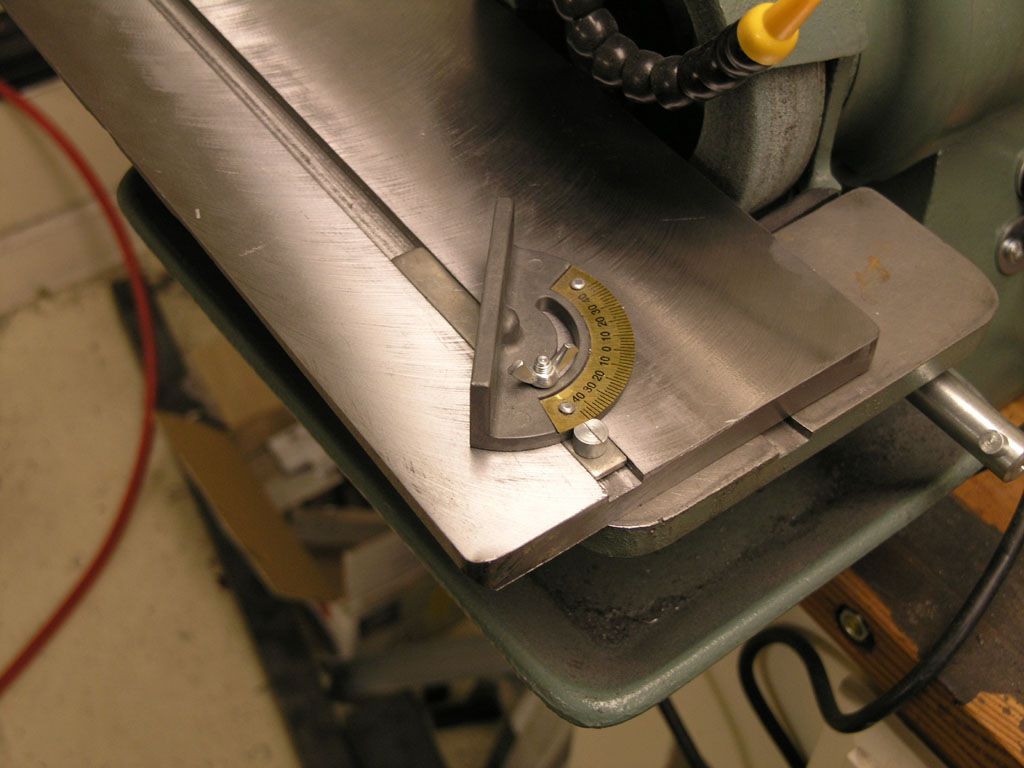
I wanted a slot cut into the table that matches the slot on my Harbor Freight tool grinder. The idea being that I could make tooling and swap it between the machines. I measured the distance from the slot to the cutting wheel as 45mm and the width of the slot as 12mm. I used a 3/8" end mill and a couple of passes to cut my slot:
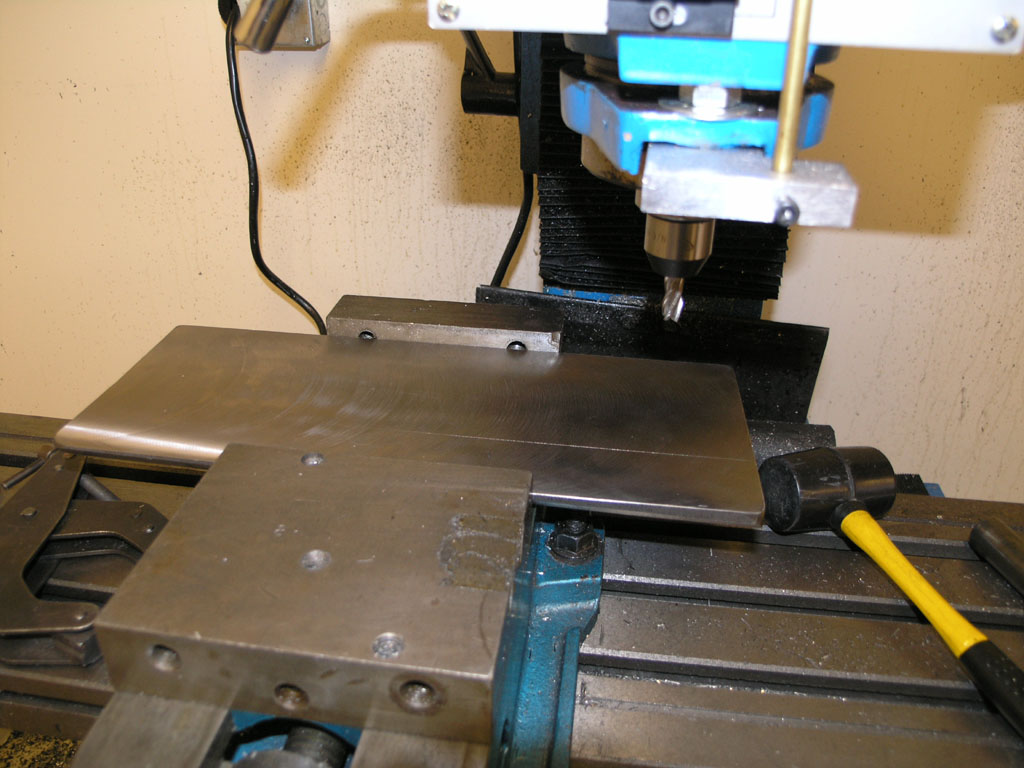
I had to pull the softjaws to get a wide enough opening to hold the plate. It's sitting on some wide parallels. The Indicol came back out and I trammed the vise again since I was on a different surface. It was only off slightly, but it pays to be vigilant...
I used my digital height gage and surface plate to scribe a line where the front edge of the slot was to be. I then lined up the mill visually--it didn't need that much precision on that feature...
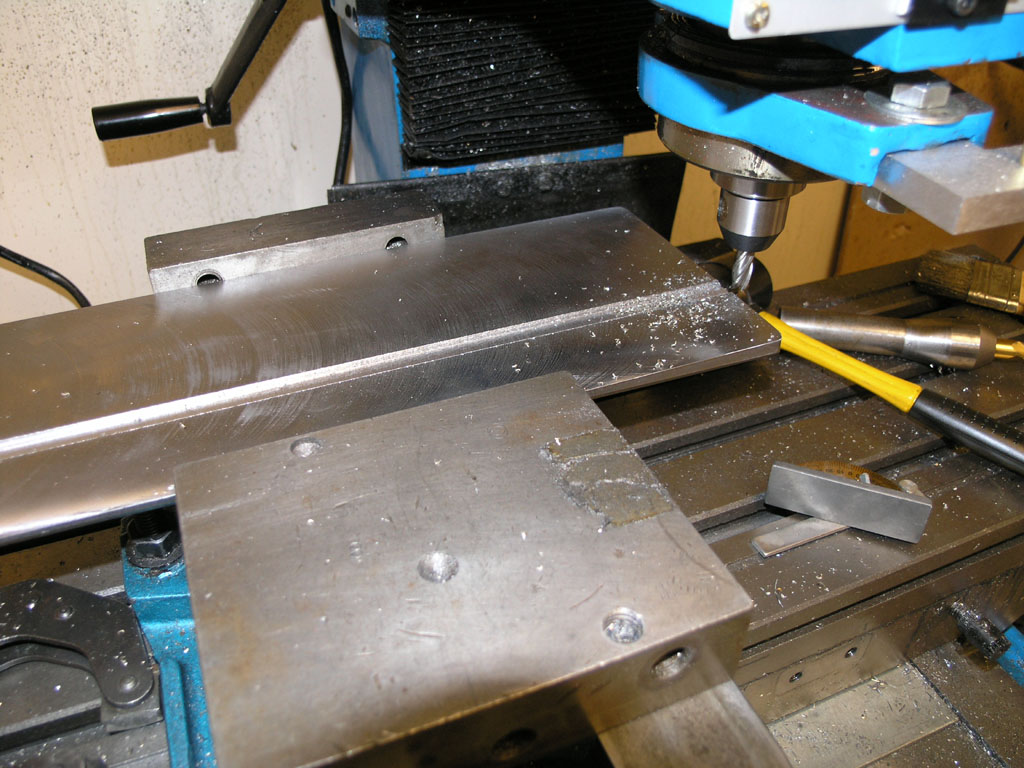
And there is the slot being cut. I used 2 passes and a narrow end mill rather than cutting in one pass with an endmill just wide enough. This yields a better finish and a more accurate cut. I was running the end mill at 1000 rpm or so and about 30 thousandths depth of cut. Feedrate was pretty fast, and I had a little air gun to blow away the chips. It felt like it was loafing along.
And here you can see the finished slot. The edges had a little burr that I cleaned up with a small 220 grit stone and a file. When I had the edges just to the point they felt smooth to the touch I stopped messing with it. The mitre from the tool grinder fits just great. My slot is slightly deeper than the grinder's intentionally. The radiused corners were done by hand and eye on the same tool grinder. It didn't take very long either.
Cutting Plate for The Disk
A nice big piece of eBay aluminum plate arrived late yesterday, so this fine Saturday morning I wanted to get started making chips out of it. Can't stand to leave a good piece of metal alone! My first task was to cut it down to size. I am building a 12" disc sander, so I wanted a piece that was about 12 1/2" square to make life easier. Several ways I could have gone about cutting out the plate. It's too big for my Multicutter, but I could have used an air cut-off tool, a sabre saw with a metal cutting blade, or the mighty Milwaukee Sawzall that lurks in one corner of the garage. Feeling a bit playful this morning, I dragged out my plasma cutter instead:

This is another of my many eBay deals. Industrial grade heavy capacity ESAB Powercut 1500 plasma purchased for an embarassingly low price. Cool looking unit isn't it?

It will take longer to set up a fence to guide the plasma torch than to make the cut. A big piece of stock and a couple of Kant-Twist clamps plus calibrated eyeballs will do. You'll soon see the plasma isn't all that accurate, so my eyeballs are good enough for layout!
As you can see, this is 2024 aluminum. The web had this to say about its properties:
Good machinability and surface finish capabilities. A high strength material of adequate workability. Has largely superceded 2017 for structural applications. Uses: Aircraft fittings, gears and shafts, bolts, clock parts, computer parts, couplings, fuse parts, hydraulic valve bodies, missile parts, munitions, nuts, pistons, rectifier parts, worm gears, fastening devices, veterinary and orthopedic equipment, structures.
That oughta do it, though I'm not planning any veterinary applications for the sander!

I walk the torch through in air to get used to the motion, make sure the hose doesn't bind, and so on. I'm cutting from here...
...to about here. The plan is one continuous motion, but it never works out for me that way. Hands are just not smooth enough...
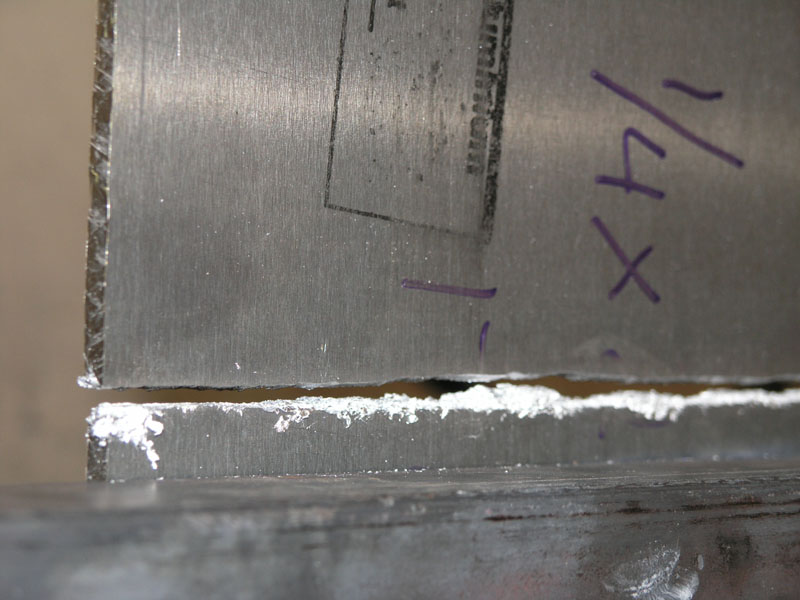
See what I mean about the precision? Kind of a nasty slaggy cut. Just so you know, that's all me. A plasma being run at optimal feed speeds, fed smoothly and precisely, with good torch height control, and the right amperage (phew!) can make a very clean cut. Since I had no idea the right parameters and poor ability to execute them if I did, I cranked the amps and tried to keep the torch moving fairly quickly and smoothly. I think I was too slow!

Here is the whole piece cut out...
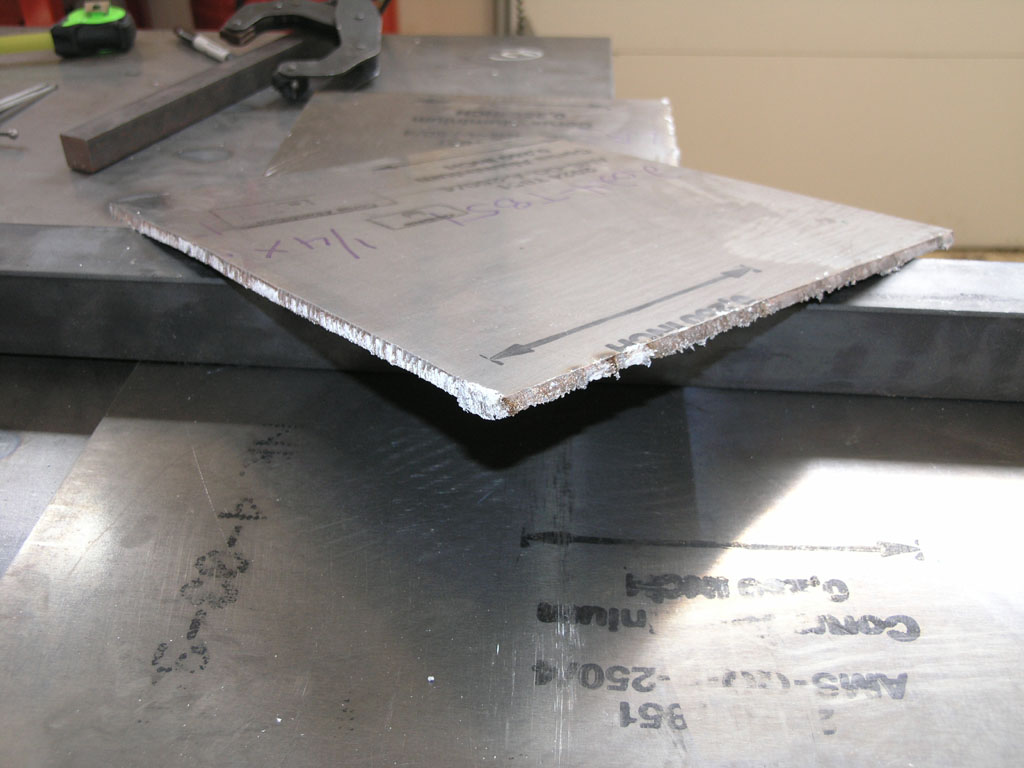
Another view of the edges. This is fine. I'll be using more refined methods to cut a disc from that square of plate.
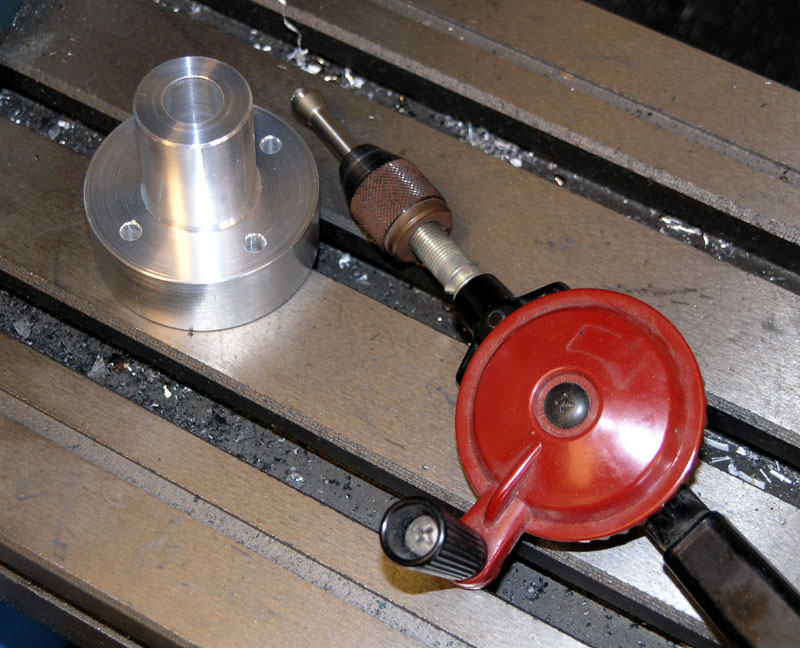
Mounting the Hub to the Disc

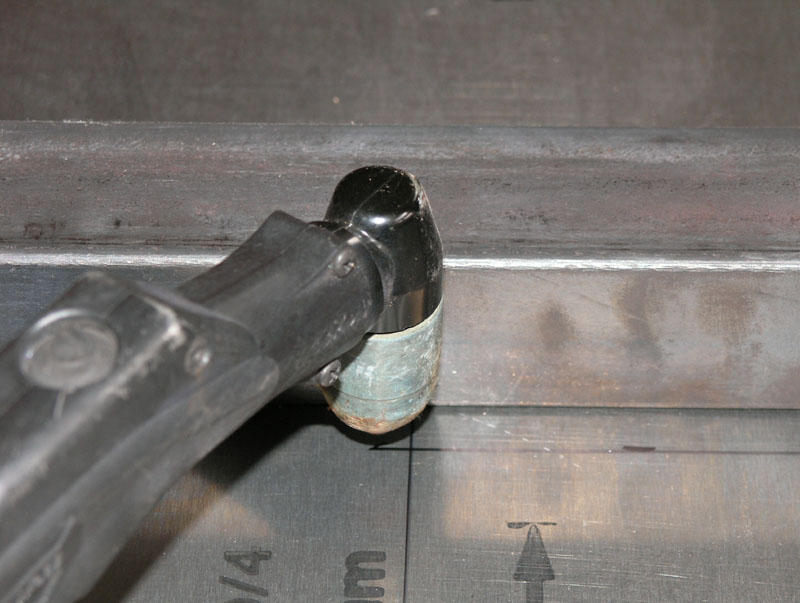
The holes were drilled in the hub, so now we use transfer punches to find the holes on the plate...
Prick marks show where to drill. Transfer punches are one of the most indispensible gadgets in my shop, and they are cheap! Another hand thing are transfer screws. If you need to transfer blind holes and the hole is threaded, these are inserts with a sharp point that screw into the holes...
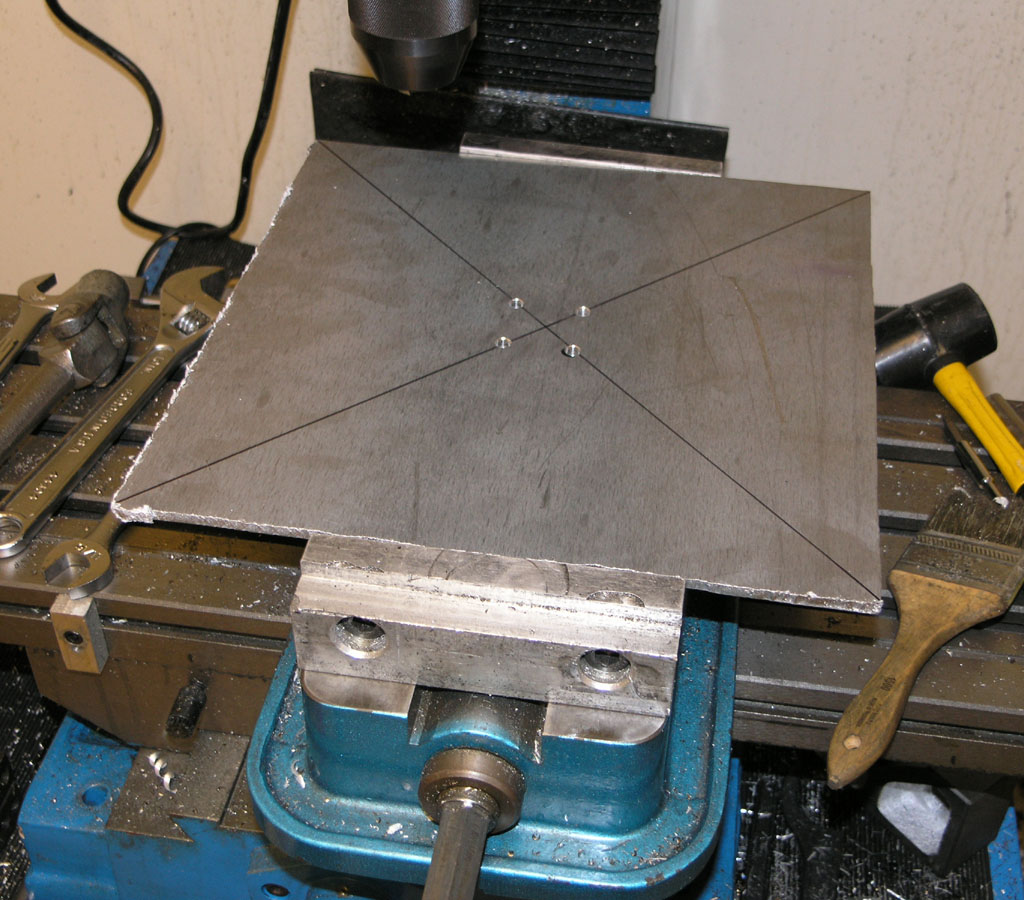
Holding the plate in even a 6" Kurt vise could have been scary, but you can mount the jaws on the outside and make plenty of room for a job like this. Note that the plate is resting on top of the permanent vise jaws and the aluminum outer jaws just apply clamping force...
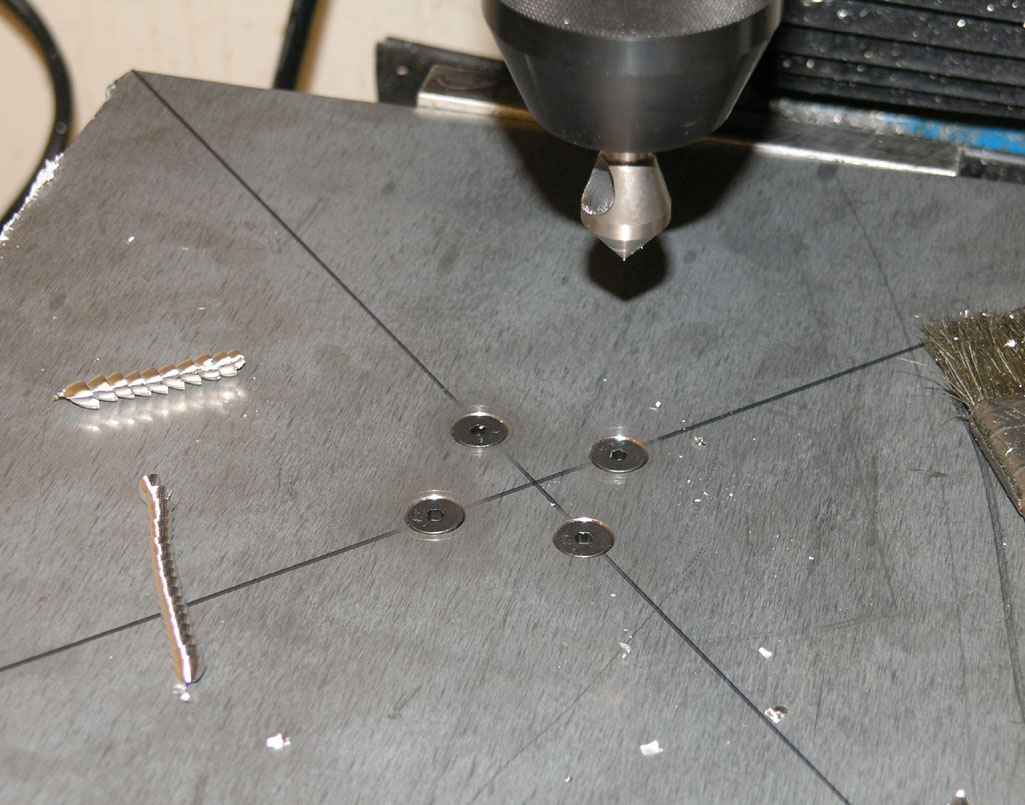
Holes are drilled and countersunk for some flat head socket screws. I used my Keo zero flute debur to do the countersinking, but it is really not the right tool for the job. Nevertheless, it worked find in this alumnium. You just need to take care the flute hole is kept clear of the big curly chips...
![]()
Be sure to check out G-Wizard, our Machinist's Software!
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now.

|
||||||||||||||||||
| ||||||||||||||||||





