
|
|
|
|
|
|
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now. |
12" Disc Sander, Part 2
Mounting a 4-Jaw Chuck on the Rotary Table
Now that I can mount the hub to the plate, we need to make the plate round. Moreover, the circle must be concentric with the motor shaft. To accomplish that, I will mount the hub on my rotary table in a 4-jaw chuck, center the hub in the chuck so that when the table rotates the shaft hole is concentric with the rotation, and then I will mount the plate and turn it with the rotab to machine the square plate into a circular disc that is concentric with the hub. Unfortunately, I have not yet mounted a 4-jaw chuck on my rotab, so I'm ahead of myself. First we need to mount the chuck. I've just gotten a nice new 6" 4-jaw from Shars very cheaply. It's a nice cast iron piece that looks well machined. Definitely worth what I paid, but I need to get it mounted.
The ideal approach would be an adaptor plate like this:
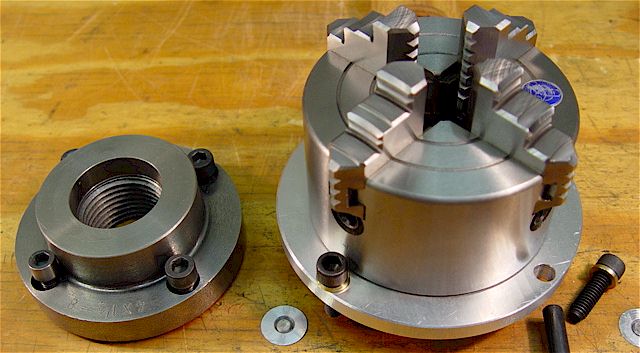
A proper adaptor plate...
I don't want to stop and make up a proper plate though, so I'm going to bore through the mounting bolts to the face of the chuck and bolt through the chuck to a T-Nut on the table. That should be quicker. Here I am caught in the act:
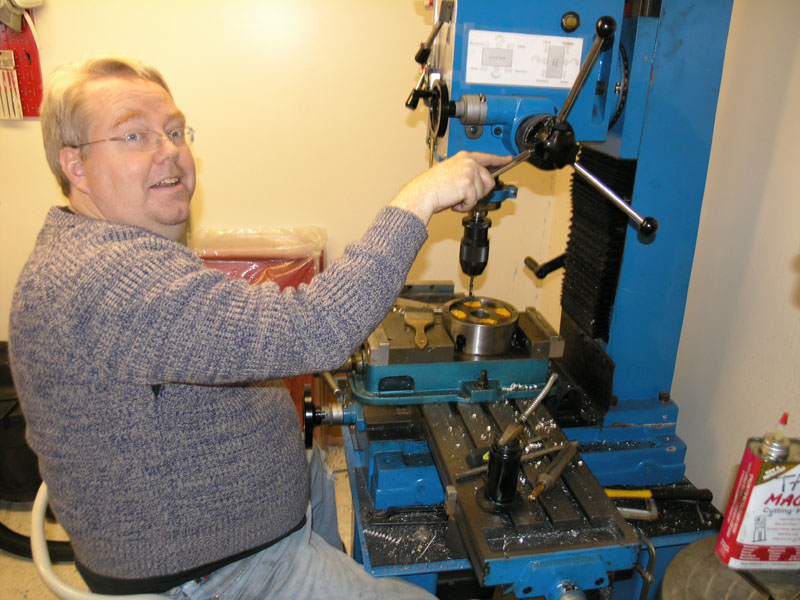
Looking guilty for drilling into that nice new chuck...

Cast iron machines nicely. It doesn't need oil, but I found oil helps evacuate the chips because they stick together and come up out of the hole...
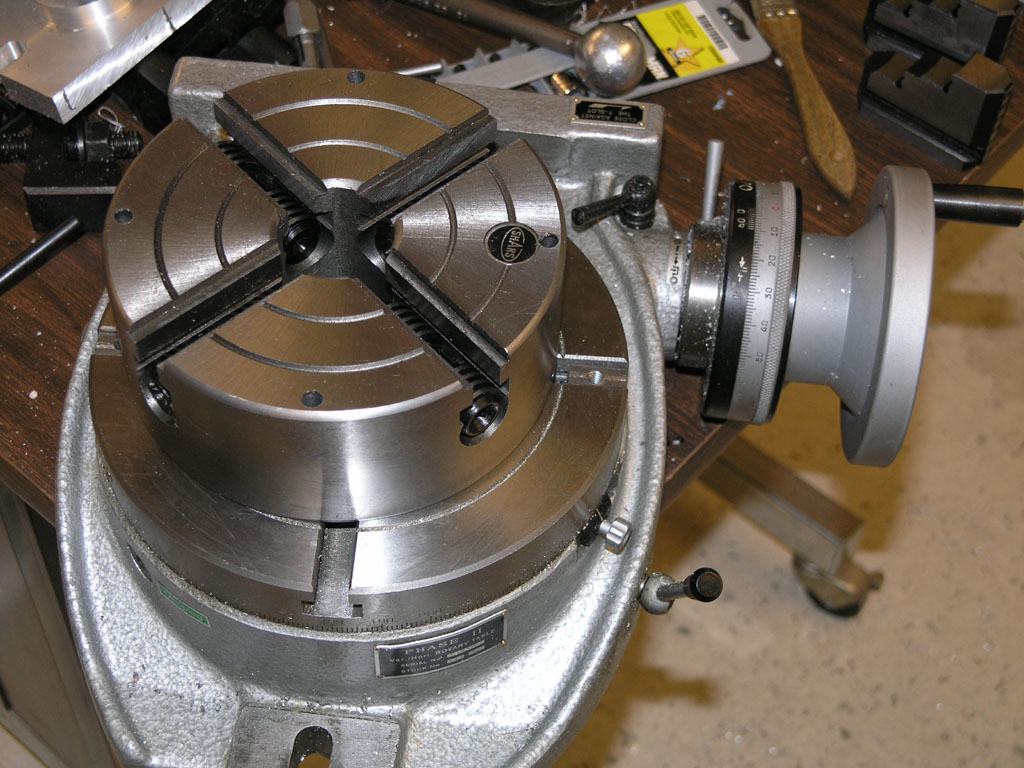
There's the chuck. I need to run to the hardware store and get some long bolts now and I'll be ready to continue. That'll wait for the next day I'm in the shop!
Making a Square Plate Round on the Rotary Table (Nature's Way of Telling You to Buy a Bigger Lathe!)

We need to dial in that hub so that it rotates concentrically with the rotary table. I start with a plunger style indicator, because I wanted a lot of range. Not the markings on the hub: "H", "L", and "0". I'm using a really fast way of dialing things in on the 4-jaw:
1) Make 1 revolution of the part and note the highest and lowest points. I marked them "H" and "L".
2) Go to a point exactly between the "H" and "L". Rotate the indicator bezel until the "0" is on the needle. I marked that point "0".
3) Go to each pair of jaws (not each jaw) and adjust until the indicator reads "0".
You are done!
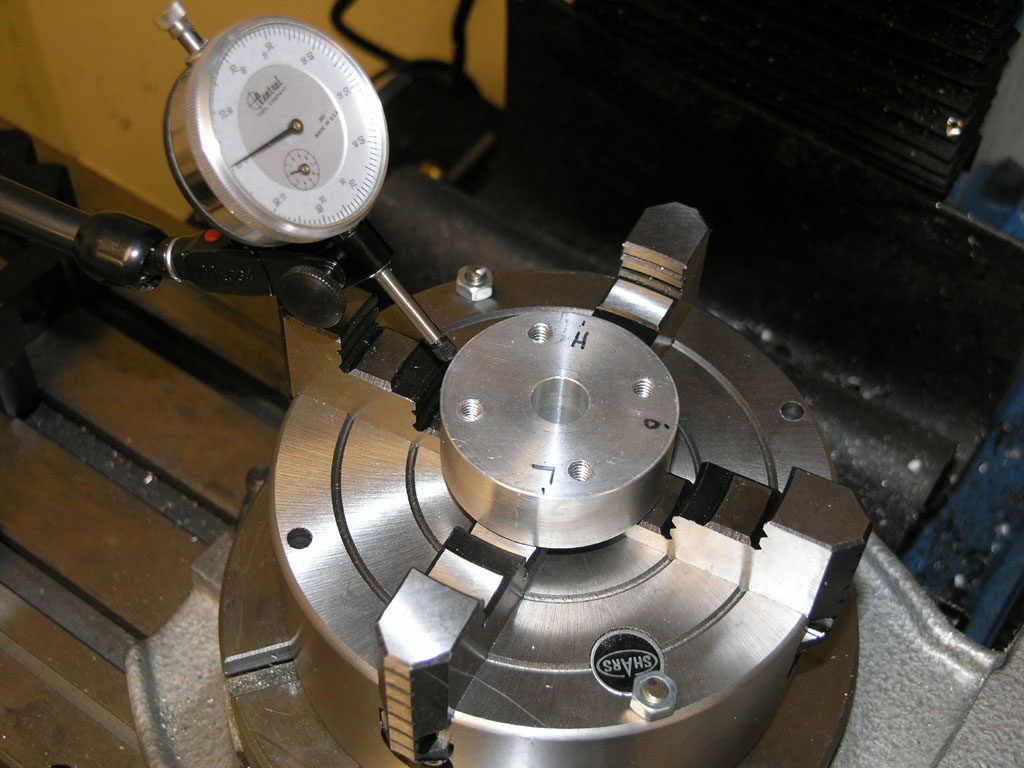
Yep, looks like "0" to me!

Just to be sure, I repeated the whole process with my much more sensitive Interapid DTI on the Indicol. More markings "H2", ":L2", "O2". And once again we got to "0" all the way around. That's a real fast way to dial in a 4-jaw!
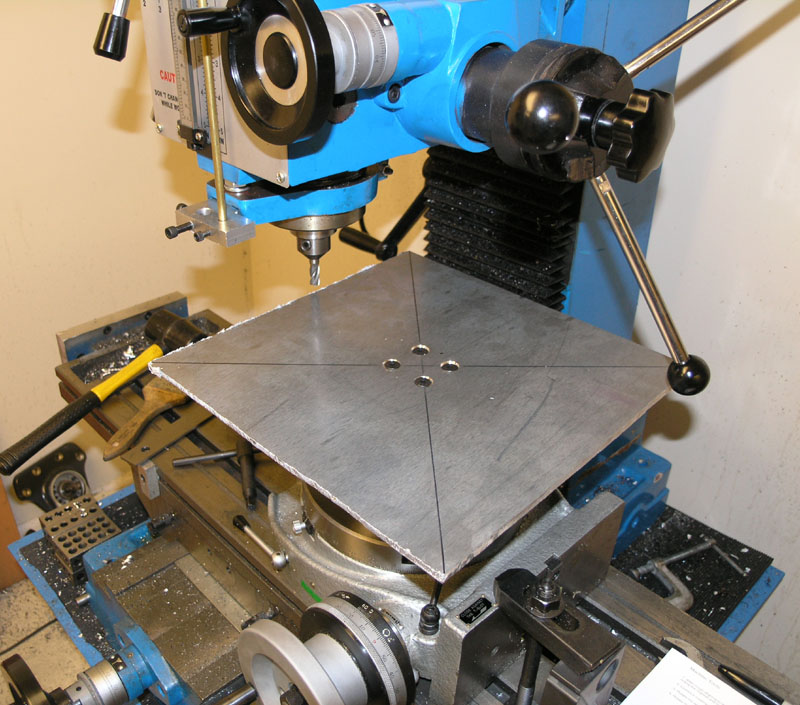
Now I"ve mounted the square palte and a 3/8" end mill....
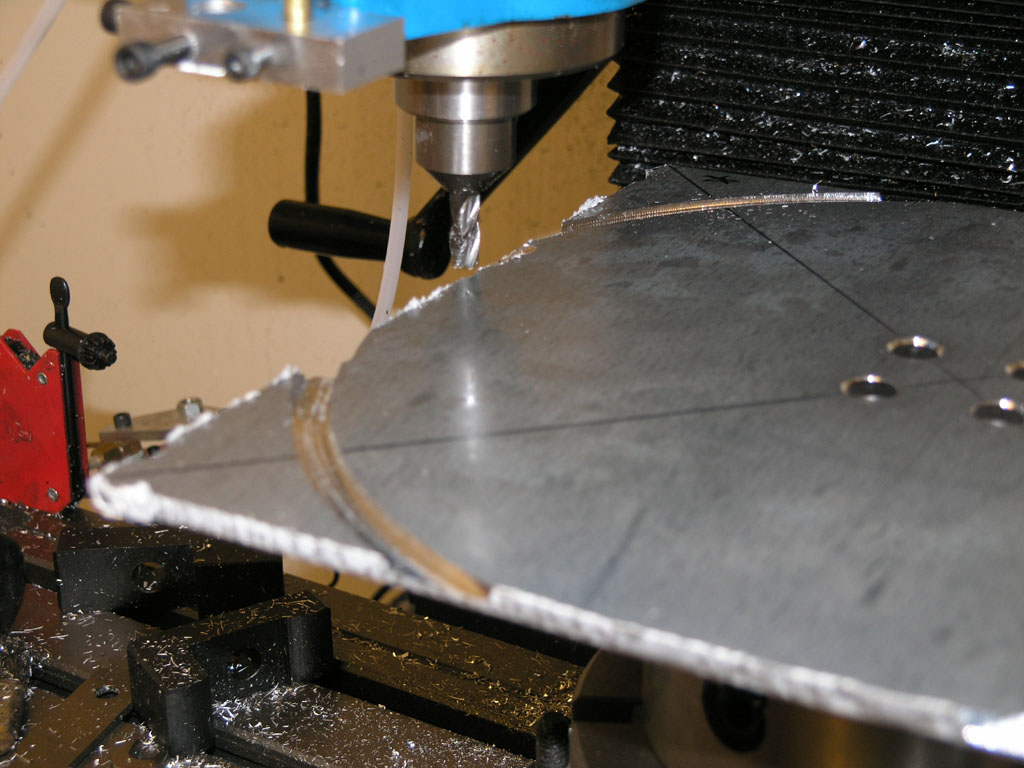
Pretty shallow cuts are all she'll take. The plate wants to ring and chatter because its only supported in the middle...
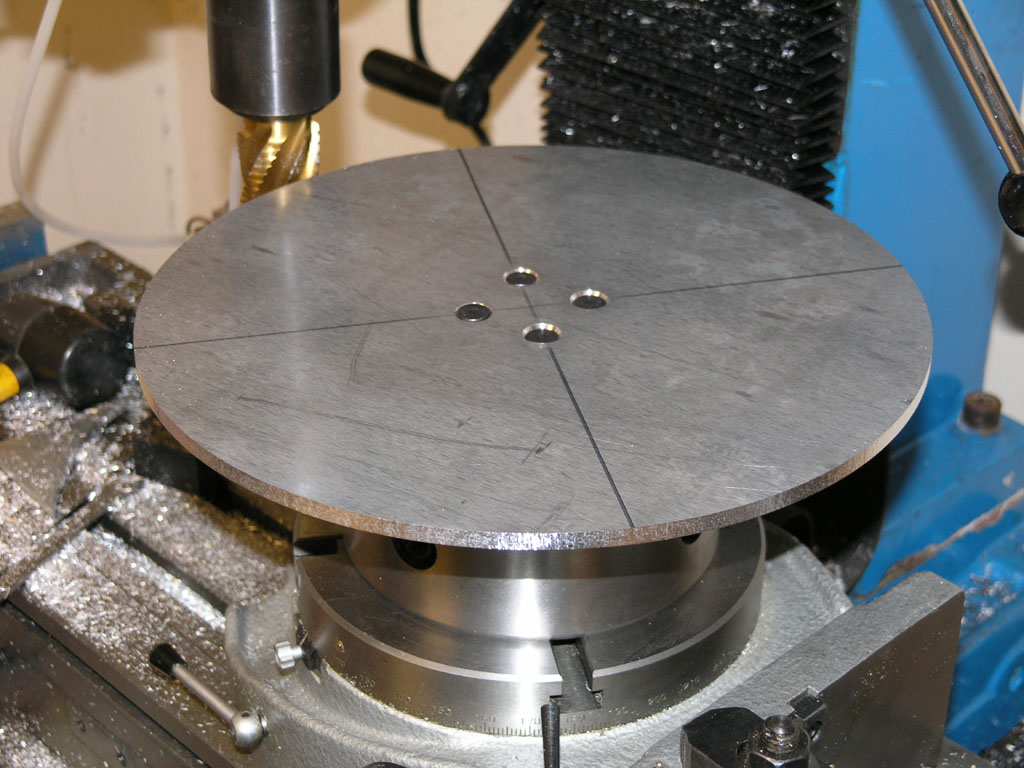
I tried several cutters. My big corncob seemed to behave best and cut with the least chatter. That's pretty round, isn't it?
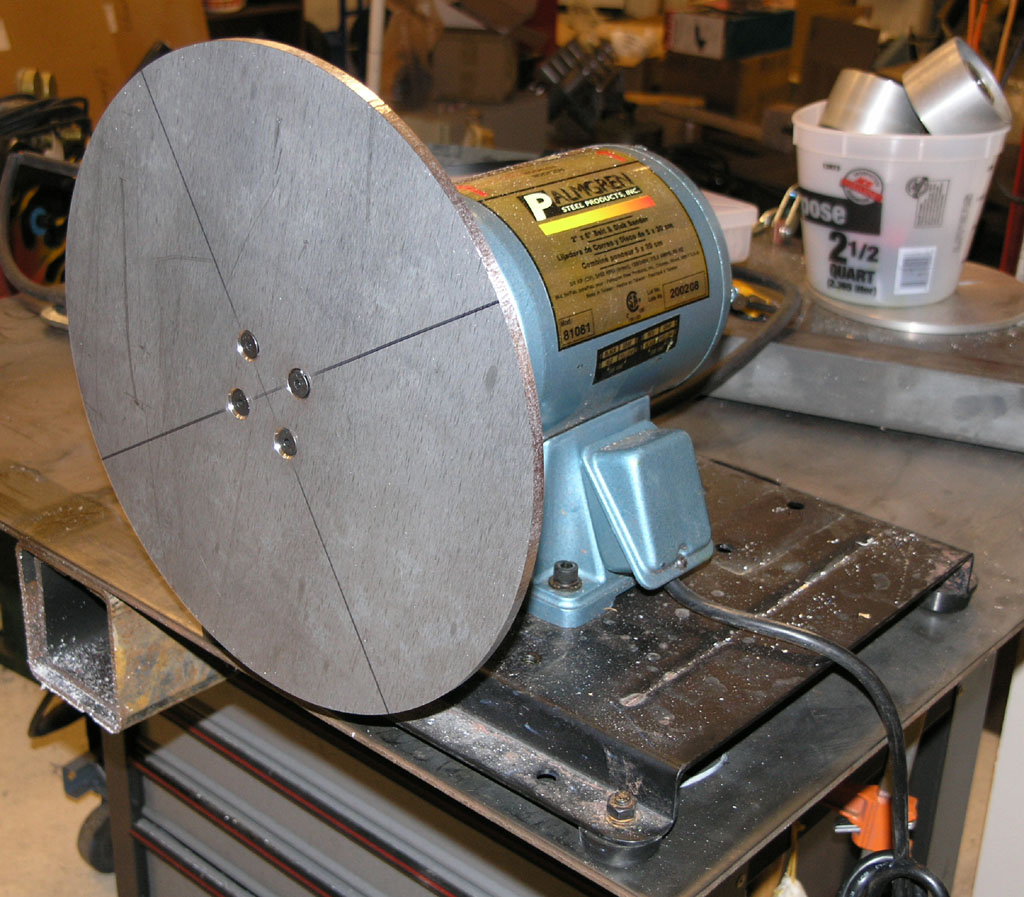
Ahhhh. Now that's starting to look like it'll be a disc sander!
Toggle Clamps to Hold the Table
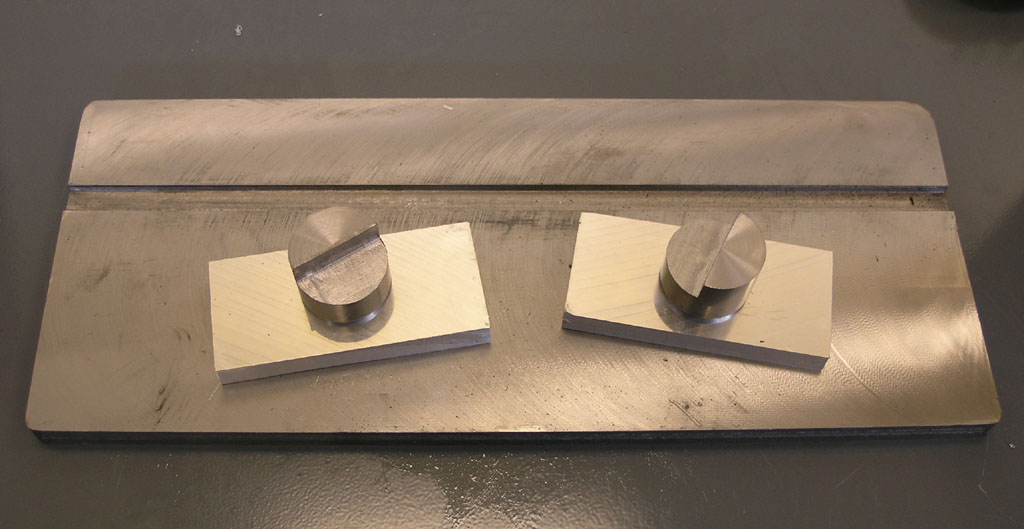
The hubs that will be fixed to the motor plate are 12L14. Resting under them are a couple of pieces of aluminum tooling plate (MIC-6) that I want to turn into clamps to be mounted under the table.
First job is tramming the mill...

Now I square up the pieces, more or less. I'm using my Lovejoy indexable face mill. It's a positive rake tool that cuts really well on smaller mills. You can see the seam between the two blocks is almost invisible...
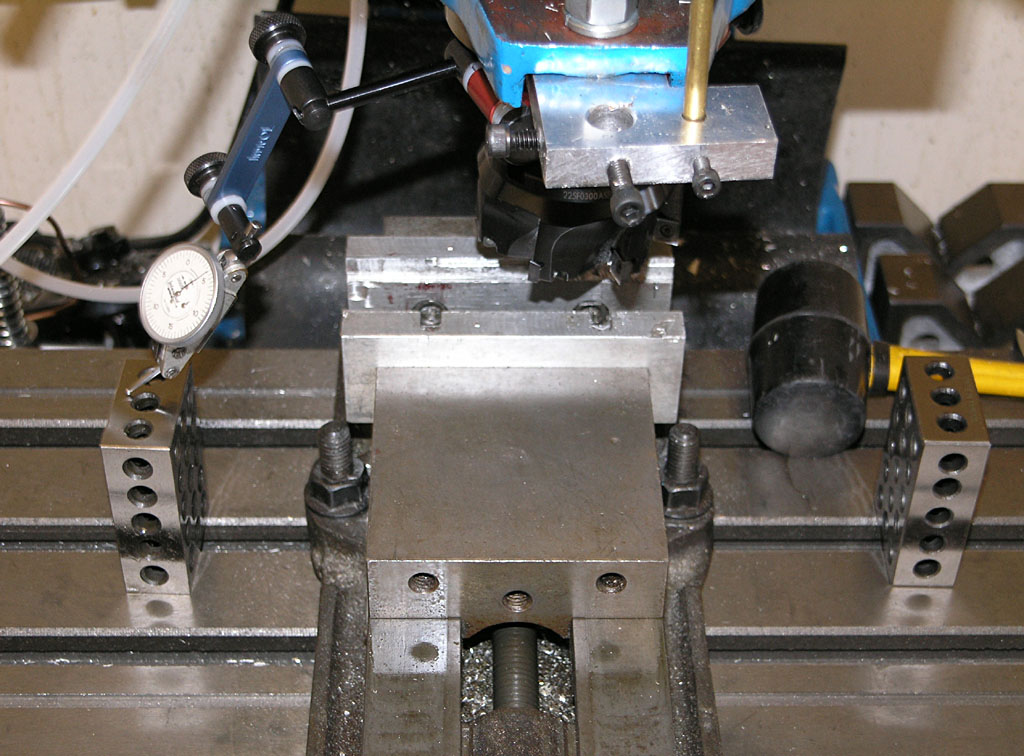
I clamped the blocks together and flipped them over so we can make a hole for the hub...

My biggest Silver and Demming drill is 1" diameter, so I'll finish with the boring head...

Got this well used Criterion boring head off eBay for cheap. Works great. I really enjoy boring heads for some reason. I need to get some better boring bars for it though. The cheap little no-name bars that come in sets are very marginal...
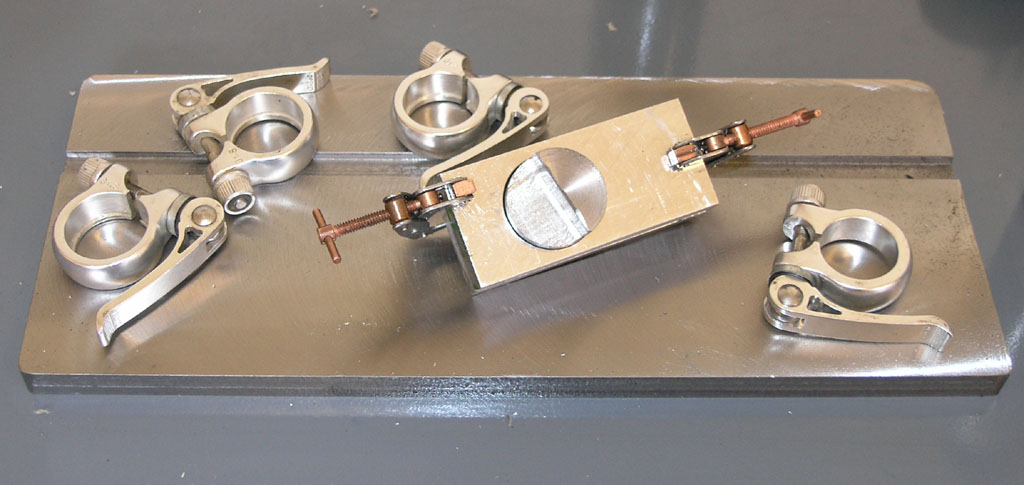
It fits! And, you can see the bicycle seat clamps I will use. I got them for $3 apiece on eBay...
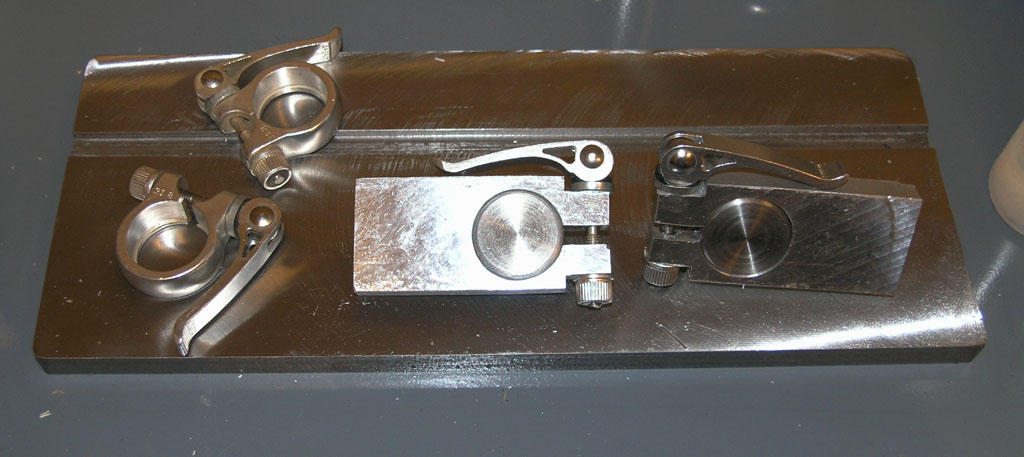
Here's how they work for this application. I still need to mount the supports to the table...
Making the Side Supports
Okay, we have a first class set of brackets. Next thing I did was to make the side supports that the brackets will ride on.
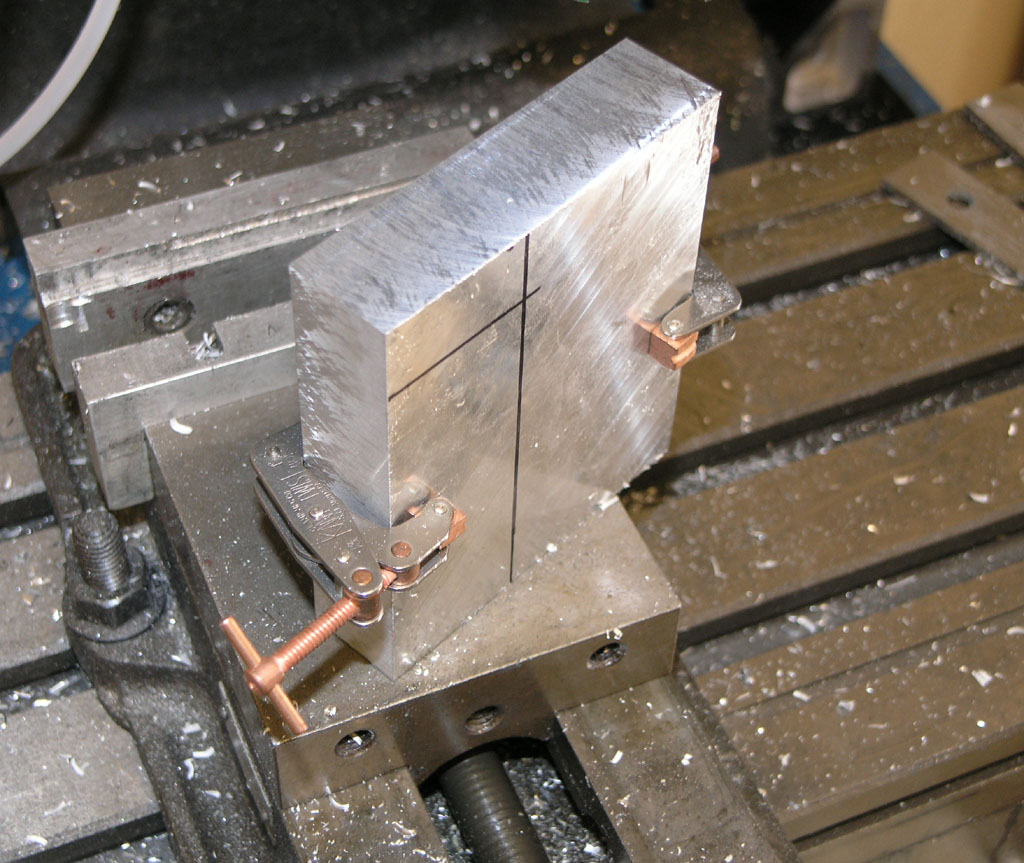
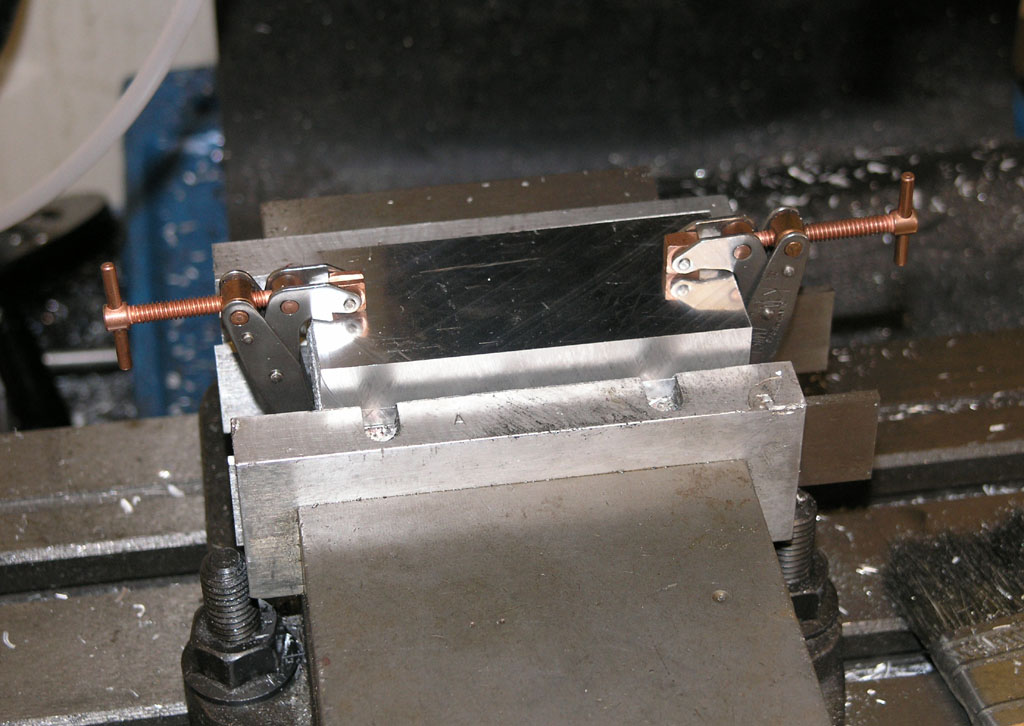
I started with 2 pieces of MIC-6 aluminum tooling plate. I sawed to approximate rectangular extents and then trued up the sides with my multi-insert face mill. It always helps to work on parts that are square! You can't beat Kant-Twist clamps to hold the assembly together so both supports are identical.

Now back to the saw. Things go faster if you can saw within about 0.1" of what will be machined rather than trying to remove all the material with the end mill...
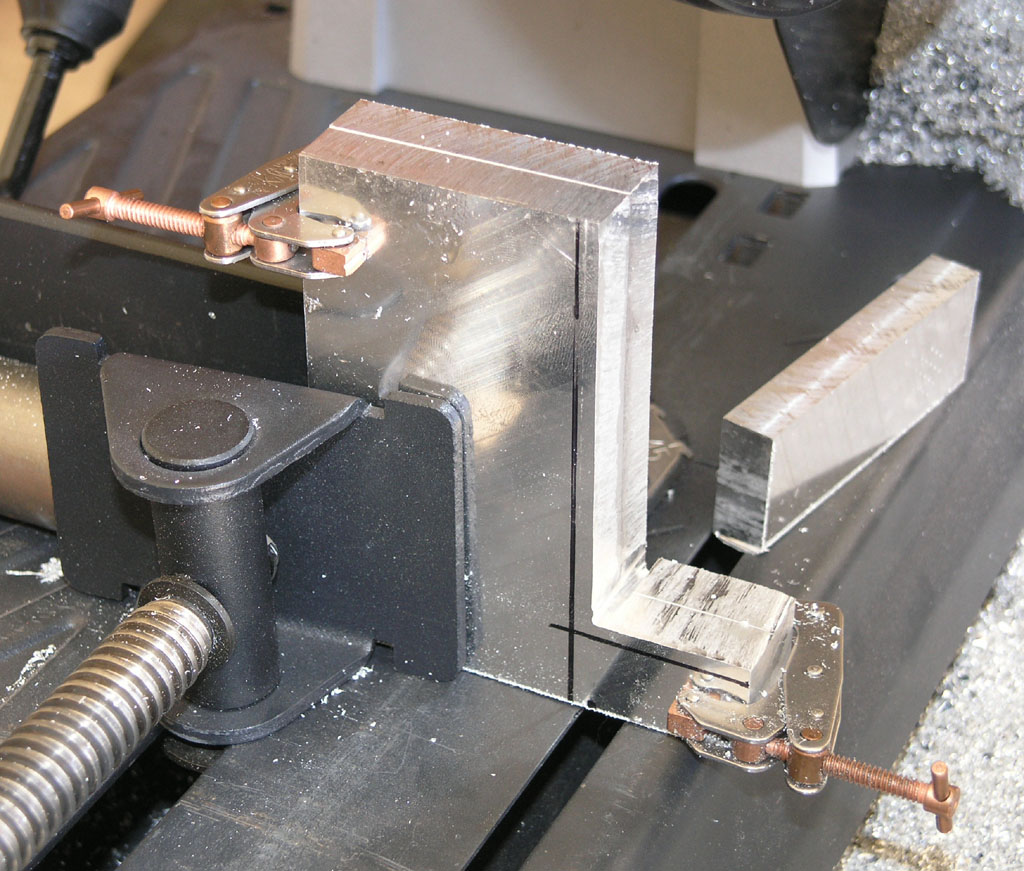
And the rest of the notch is cut. I now want to mill to the Sharpie lines. Note the Kant-Twists keep following us around. You can move one at a time without losing your alignment if you're careful...

1/2" 2-Flute End Mill does the job. Don't even think of getting your hand near those nasty splinters! I Shop-Vac'd them all up before going much further. Also note a peculiarity of this end mill: it is designed to run backwards! That's handy for certain circumstances. Not so handy for me. I got them cheap because there isn't so much demand for them. But I promptly ruined one by running it backward without thinking. Not much will dull and endmill faster than running it backwards at your mill's highest speed!

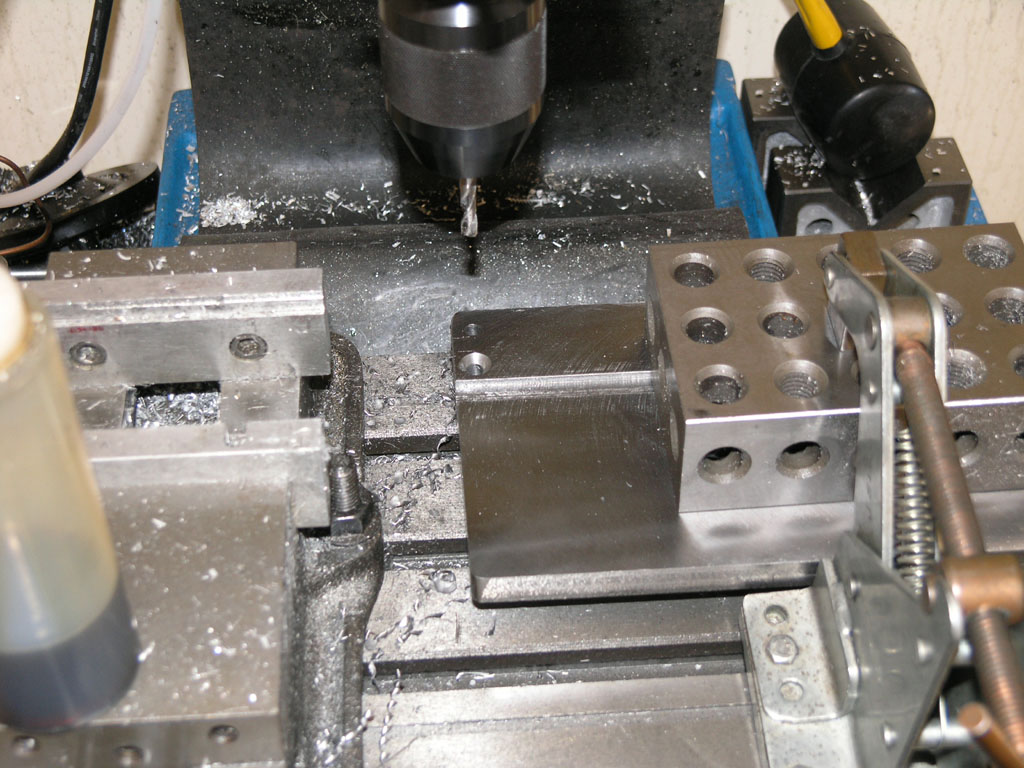
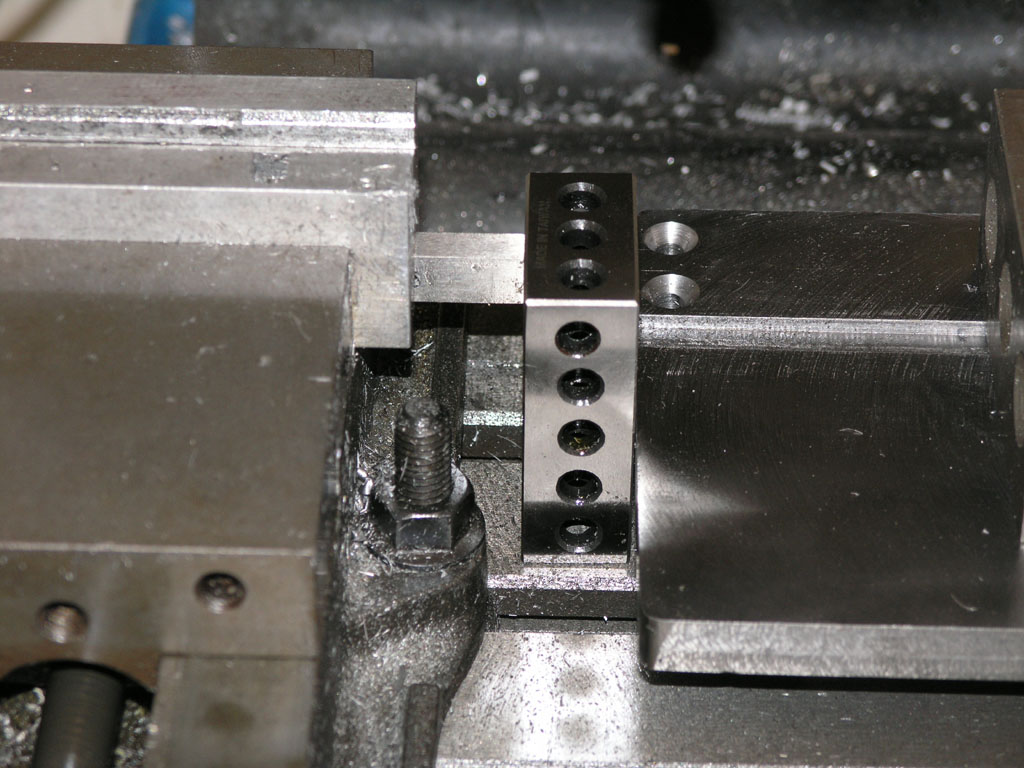
Now I'm going to drill the mounting bolt through the support and into the steel hub. I want to make sure I don't go through the hub, so I'm doing a touch off on the 1-2-3 block the hub rests on and zeroing my quill DRO. Now I can tell where I am as I'm drilling...
That's all there is to these supports at the moment. I will go back and slot the bottoms for mounting to the base. FWIW, I power tapped the holes using the mill, and I also applied High Strength Loctite and let that set before trying to drill a hole at all. Even so, the two parts have a machinist's clamp holding them together and I am supporting the hub from underneath on the 1-2-3 block.
Bracket Holes in the Table
The first two were easy, but then I got thinking: What's the best way to get the 2nd two lined up?
So I stuck a parallel in the nearby vise as an improvised stop, and using the parallel and 1-2-3 block, I could flip the table around to do the other two holes...
|
Do you want to be a better CNC'er in 37 Seconds? Get Better Tool Life, Surface Finish, and Material Removal Rates Fast. It's that easy. You can install and get results now.

|
||||||||||||||||||
| ||||||||||||||||||





